

Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Вертикально-фрезерный станок ВМ127
Вертикально-фрезерный станок ВМ127, ВМ127М – очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров в условиях единичного и мелкосерийного производства. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д. Аналог станков: 6Р13, 6Т13, FSS450МR.
Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.
Особенности конструкции
- Мощный привод главного движения и плавная регулировка скорости подач обеспечивает оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента
- Сервоконтролерный привод подач с обратной связью
- Полуавтоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации
- По отдельному заказу станок может быть оснащен устройством цифровой индикации (УЦИ).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1600 х 400 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее продольное перемещение стола, мм | 1010 |
| Наибольшее поперечное перемещение стола, механическое/ручное, мм | 300 / 320 |
| Наибольшее вертикальное перемещение стола, механическое/ручное, мм | 400 / 420 |
| Продольное перемещение стола на одно деление лимба, мм | 0,05 |
| Поперечное перемещение стола на одно деление лимба, мм | 0,05 |
| Вертикальное перемещение стола на одно деление лимба, мм | 0,05 |
| Продольное перемещение стола на один оборот лимба, мм | 4 |
| Поперечное перемещение стола на один оборот лимба, мм | 6 |
| Вертикальное перемещение стола на один оборот лимба, мм | 2 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Ручное перемещение от торца шпинделя до рабочей поверхности стола, мм | 30 – 500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, градусов | ±45 |
| Количество скоростей шпинделя | 18 |
| Скорость продольной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость поперечной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость вертикальной подачи, рабочая/ускоренная, мм/минуту | 8,3-416,6 / 1000 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Мощность электродвигателя привода подач, кВт | 2,1 |
| Мощность электрического насоса охлаждения жидкости, кВт | 0,12 |
| Производительность электрического насоса охлаждающей жидкости, л/мин. | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габаритные размеры станка (Д х Ш х В), мм | 2560 x 2260 x 2500 |
| Масса станка с электрооборудованием, кг | 4200 |
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Цена
Цена на вертикально-фрезерный станок ВМ127, ВМ127М на I квартал 2014 года в базовой комплектации составляет 1 800 000 рублей (с НДС) и требует уточнения на момент запроса. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Современные аналоги
В нашем каталоге так же представлены качественные современные аналоги вертикально-фрезерных станков 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 – станки серии FSS. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FSS одним из лучших предложений по соотношению цена / качество.
Вертикально-фрезерный станок FSS450MR
Комплектация, характеристики
Паспорт на вертикально-фрезерный станок 6Т12-1
Модель, название: 6Т12-1 Вертикально-фрезерный станок Производство: — Название, маркировка: 1. Руководство по эксплуатации 6Т12-1.00.000РЭ 2. Электрооборудование Год: 1977 Страниц: 78 Формат: jpg Просмотреть образец документации Узнать стоимость документации Консольно-фрезерные станки 6Т12-1 и 6Т13-1 предназначены для фрезерования всевозможных деталей из различных материалов в условиях индивидуального и серийного производства. На станках можно обрабатывать: — вертикальные плоскости; — горизонтальные плоскости; — пазы; — углы; — рамки; — зубчатые колеса и др; Станки 6Т12-1 и 6Т13-1 выполены с максимальной унификацией и имеют одинаковые кинематические схемы. Применение делительной головки, поворотного круглого стола и других приспособлений расширяет технологические возможности станков. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание, успешно использовать станки для выполнения различных работ в поточном производстве. Станки могут поставляться в страны с умеренным, холодным и тропическим климатом. Перед работой на станке необходимо тщательно ознакомиться с данный руководством. К работе на станке допускаются лица, знакомые с общими требованиями правил техники безопасности при выполнении фрезерных работ, изучившие конструктивные особенности станка и правила техники безопасности, приведенные в данном разделе руководства. При установке станок должен быть надежно заземлен и подключён к общей системе заземления. Сопротивление цепей заземления не должно превышать. Ремонт. При выполнении ремонтных работ, связанных со снятием крышек с ниш, в которых располагаются движущиеся элементы (коробка скоростей, подач, консоль), с разборкой и снятием частей, станок должен быть отключен от сети. При демонтаже винтовой пары механизма вертикального перемещения стола под консоль, во избежание ее падения, следует подвести упор. При демонтаже со станины консоли в сборе со столом и салазками до снятия планки направляющей консоли необходимо консоль предварительно вывести краном. Требования правил техники безопасности при работе с основными элементами конструкции и системами управления. Работающий на станке может пользоваться только переключателями, расположенными с наружной стороны станка. Дверки электрошкафов при работе станка должны быть заперты специальным ключом. Открывать электрошкаф разрешается только квалифицированным электрикам.
1 Вертикально-фрезерный станок ВМ127М – паспорт, характеристики
Создан данный агрегат был на базе станка ВМ127. Устройство цифровой индикации (УЦИ) и технические параметры агрегата дают возможность выполнять на нем качественную и точную обработку чугунных и стальных изделий, а также деталей из цветных сплавов. Станок применяется для фрезерования любых плоскостей (включая и наклонные), колес с зубцами, рамок, любых видов пазов в условиях частного производства, а также средне- и мелкосерийного.
Рабочий стол установки (его ширина равняется 400, длина 1600 миллиметрам) способен принимать нагрузки массой до 800 килограммов. По стандарту 8–-82 класс точности станка – «Н». В продольном направлении рабочая поверхность описываемой установки способна перемещаться на 1010 мм; в поперечном – на 300 мм при механической подаче и на 320 мм при ручной; в вертикальном – на 400 и 420 мм (механический и ручной режим соответственно).
Паспорт станка дает следующую информацию по его шпинделю:
- конус – 50АТ5;
- частота вращения – от 40 до 2000 об/мин;
- число скоростей – 18;
- максимальное перемещение пиноли по оси – 80 мм;
- возможен поворот головки на 45 градусов в обе стороны от оси;
- один оборот лимба соответствует передвижению пиноли на 4 мм.
Механические характеристики агрегата:
- интервал подач при фрезеровании: 25–1250 мм/мин (продольное и поперечное направление), 8,3–416,6 мм/мин (вертикальное);
- ступени подач – 18;
- быстрый ход – 1000 (вертикальное перемещение) и 3000 мм/мин (продольное и поперечное);
- наличие выключающих упоров, системы блокировки подач, прерывистой подачи, защиты от перегрузок, устройства торможения шпинделя.
Общий вес оборудования – 4250 кг, длина станка – 256, ширина – 226, высота – 243 см.
Станок легко настраивается на разные варианты полуавтоматических и автоматических циклов. Это позволяет использовать его в составе производственных линий, состоящих из множества агрегатов. Он отличается качественным подбором передаточных отношений и достаточно мощным электродвигателем. За счет этого на станок допускается установка инструмента из быстрорежущих сталей.
Стоит отметить и то, что данный агрегат можно использовать в жестких эксплуатационных условиях. Он неприхотлив в обслуживании. Любой квалифицированный специалист способен при необходимости выполнить регулировку механизмов агрегата, а также самостоятельно выполнить его ремонт. Это обуславливает востребованность станка малыми предприятиями, которые заняты производством различной продукции мелкими партиями.
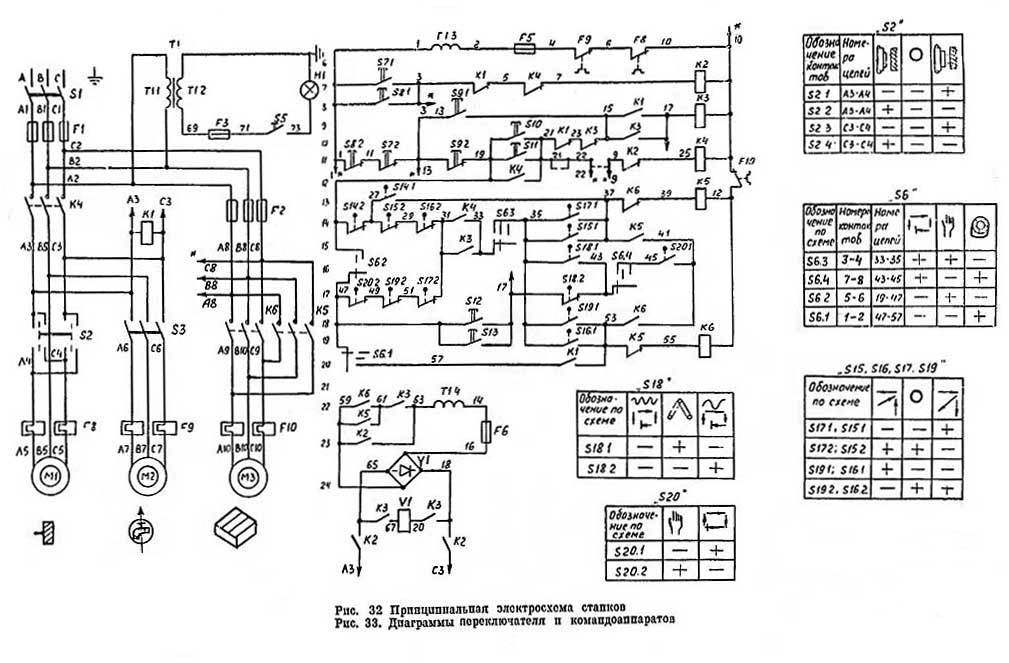
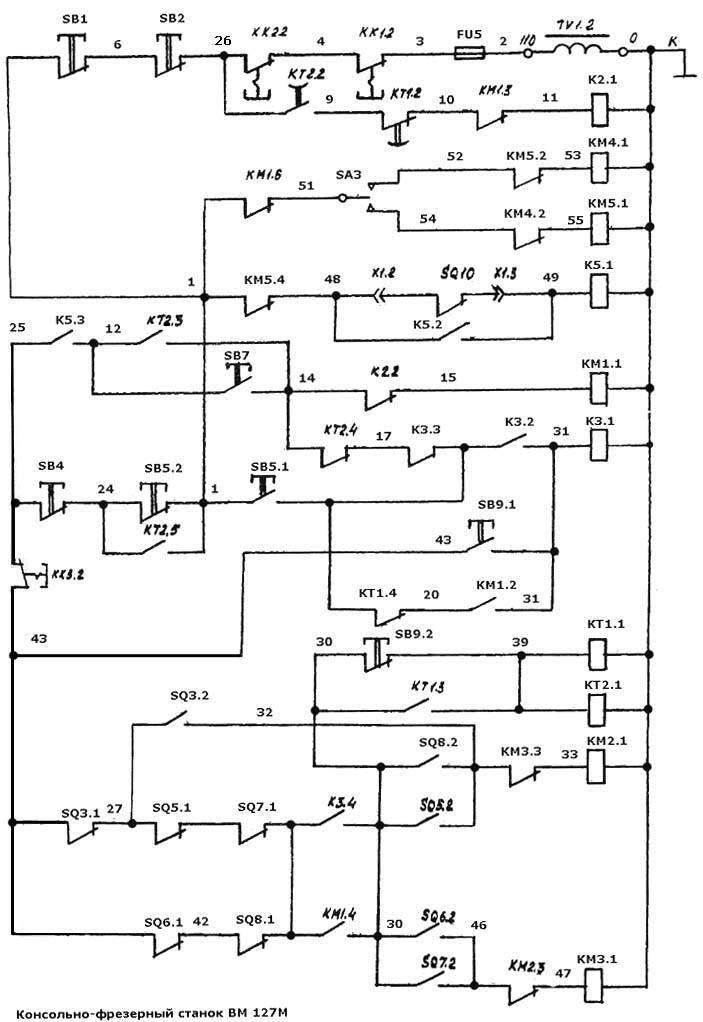
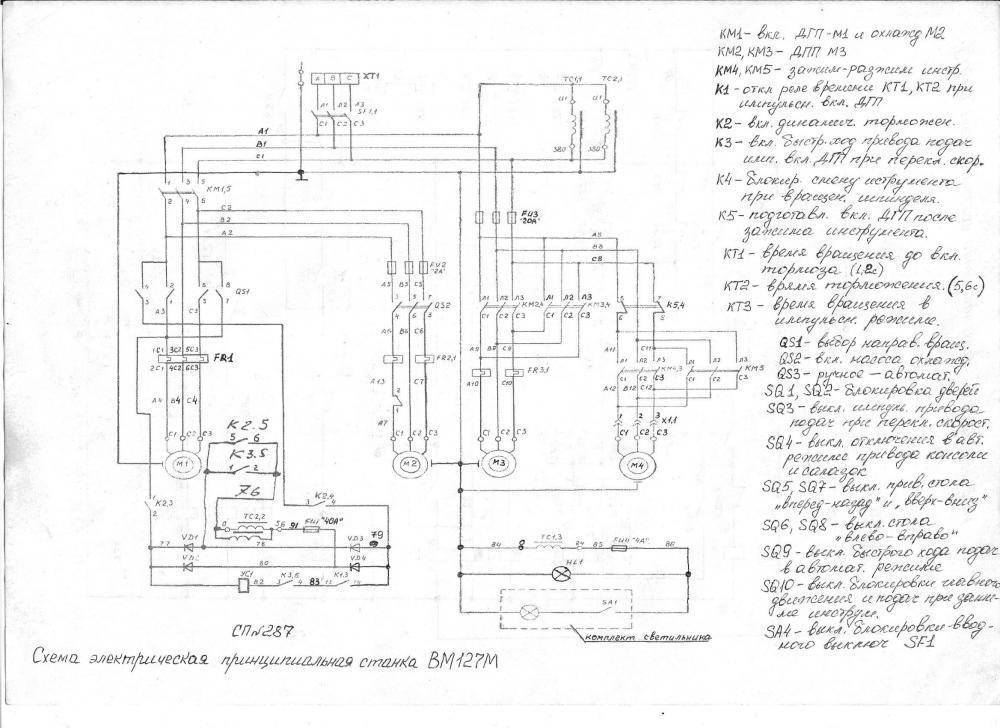
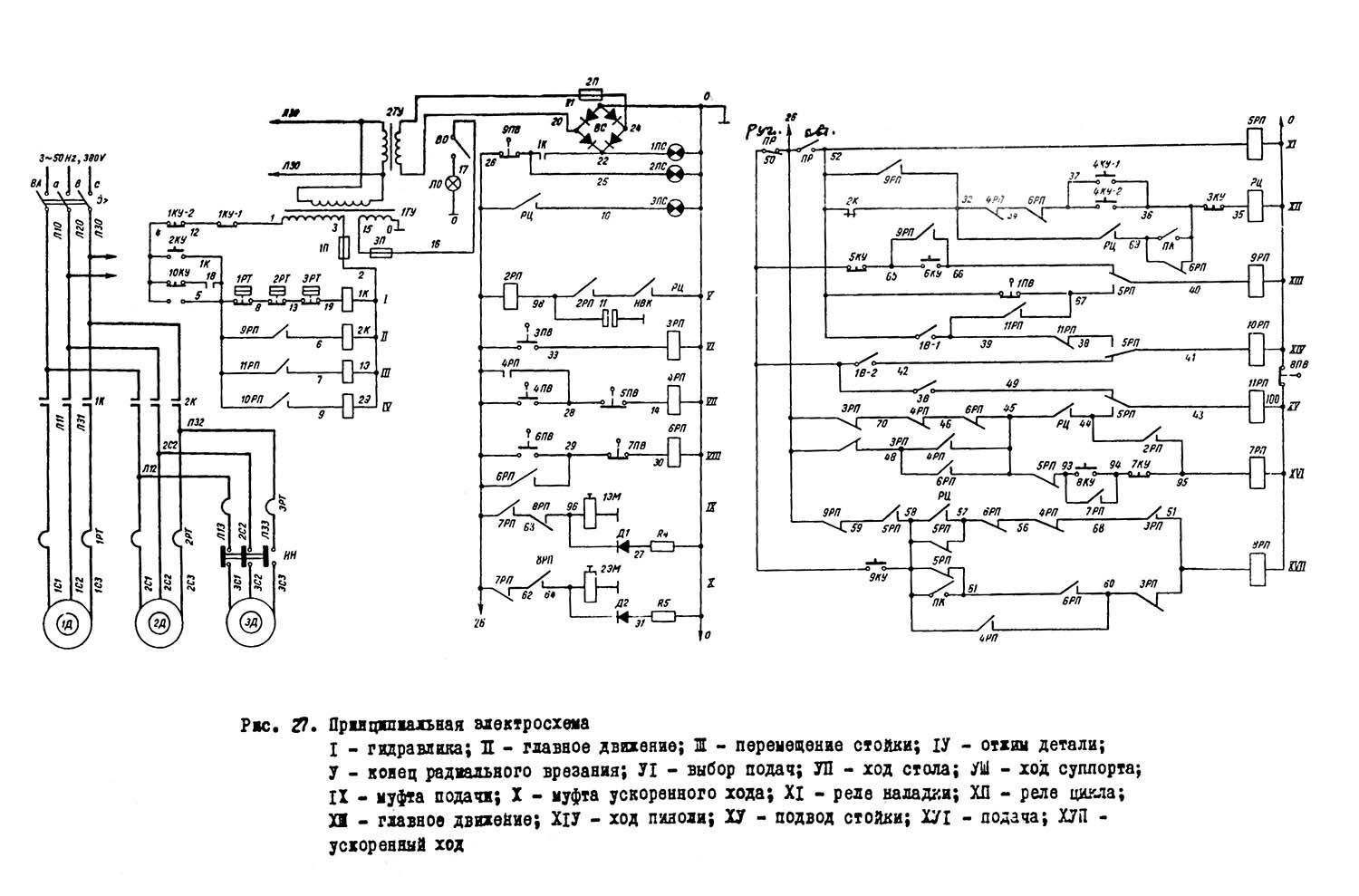
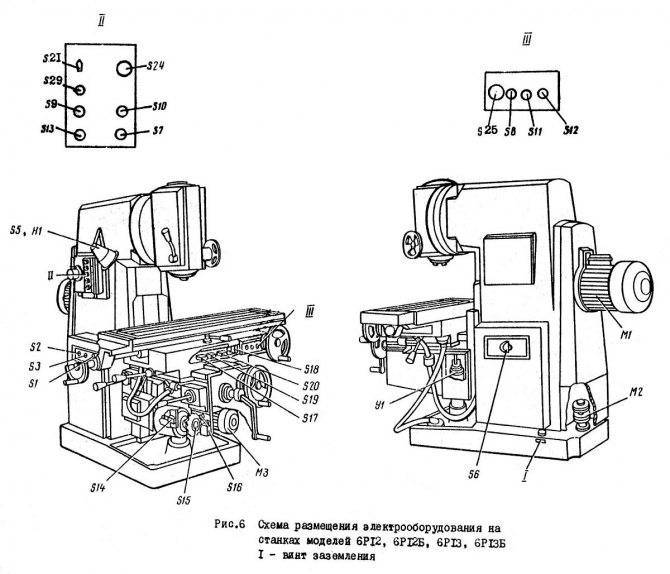
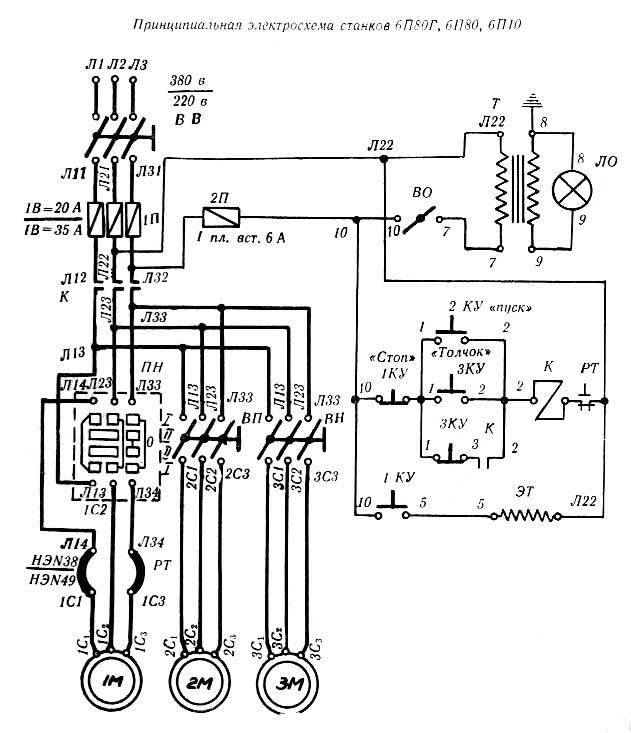
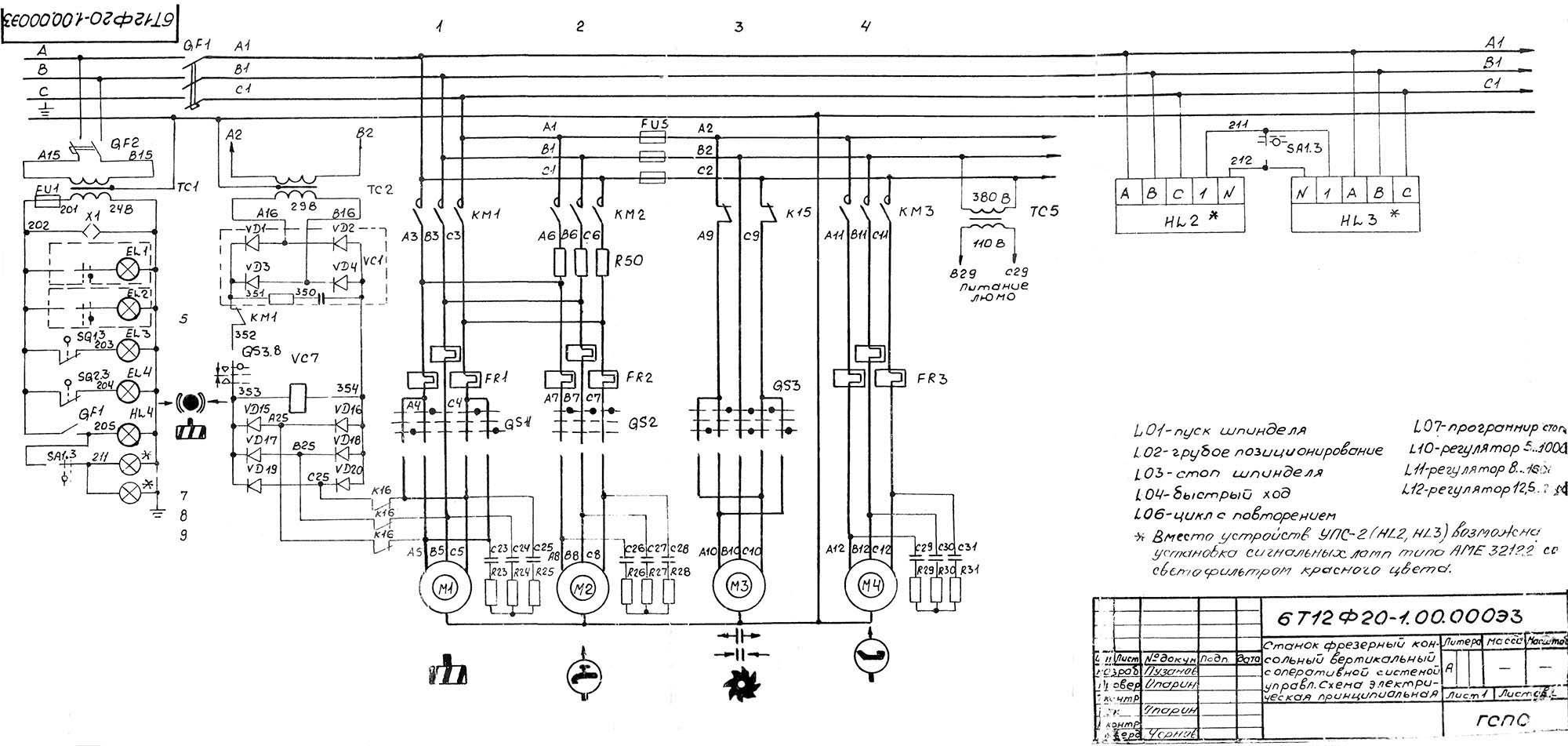
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
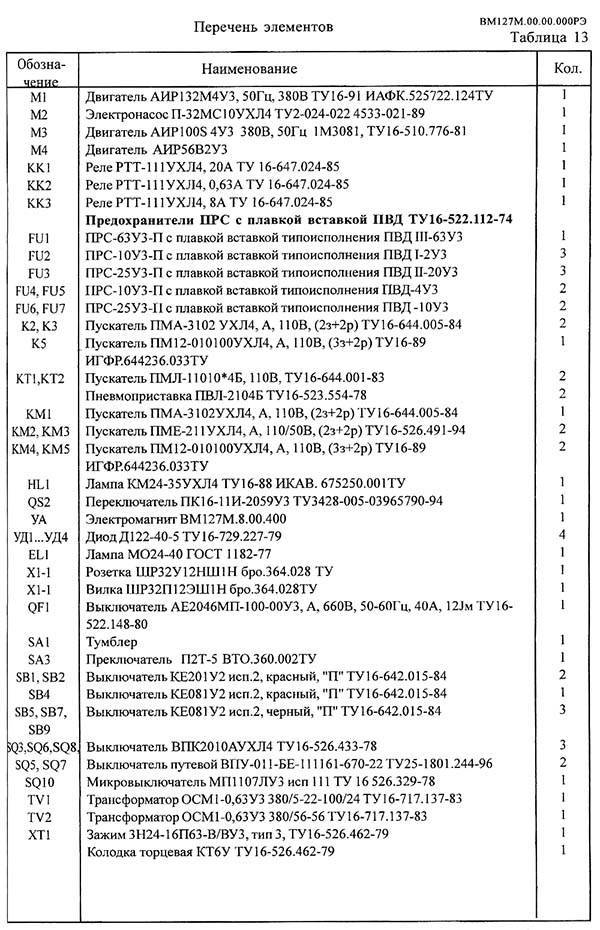
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
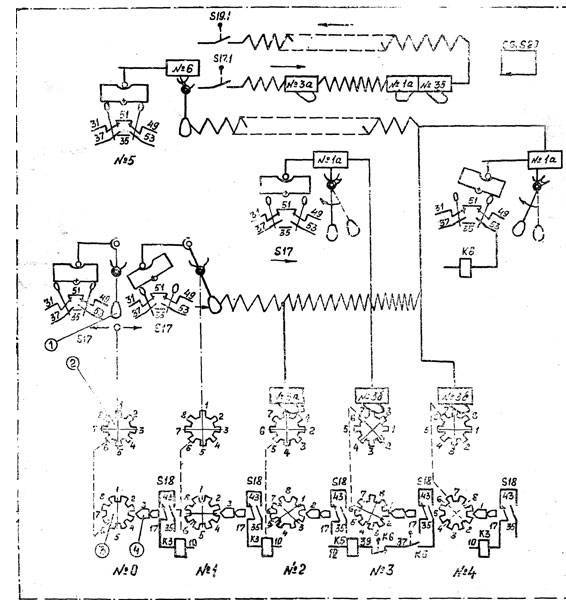
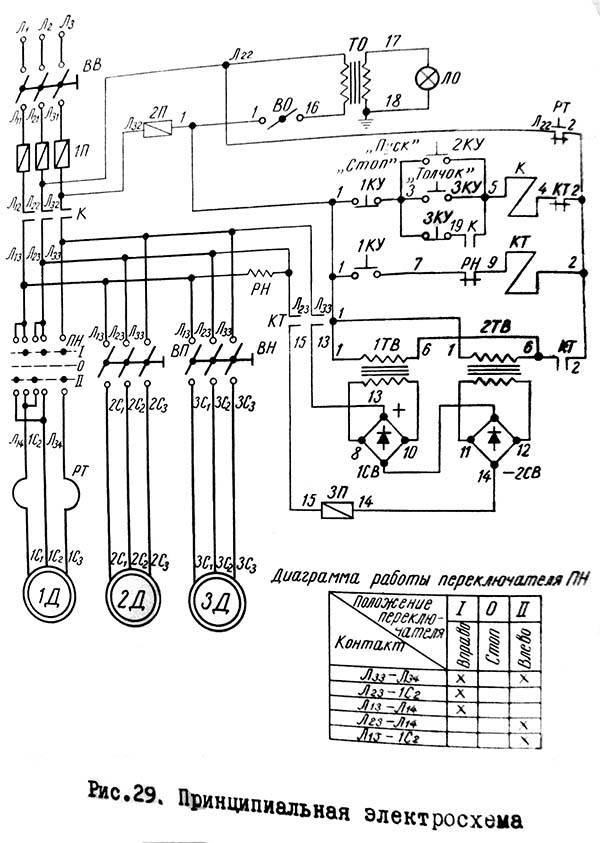
Управляющая часть
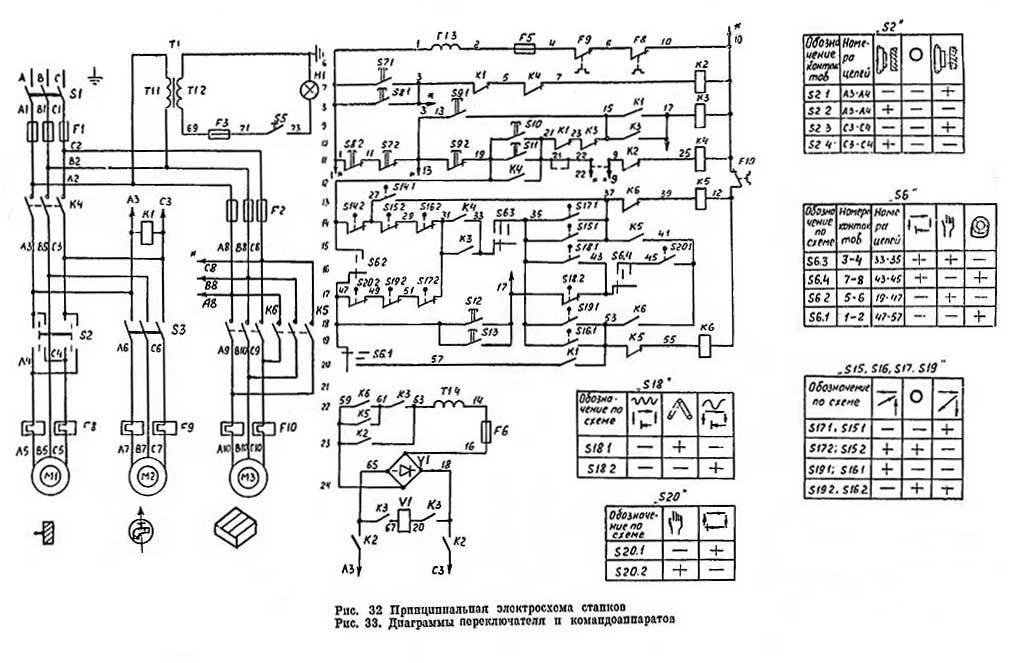
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
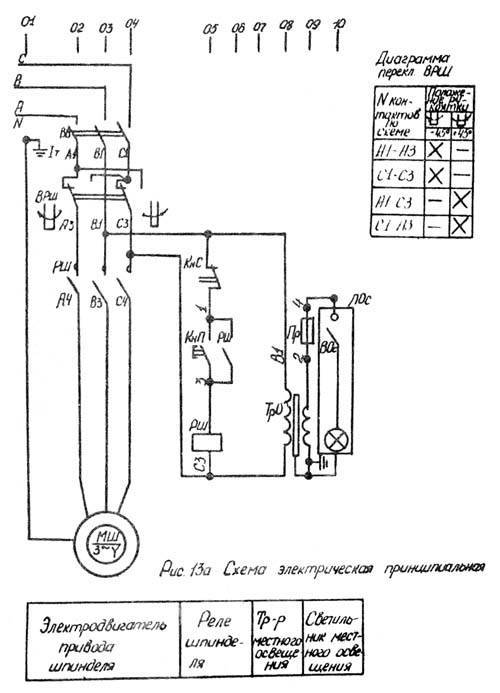
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
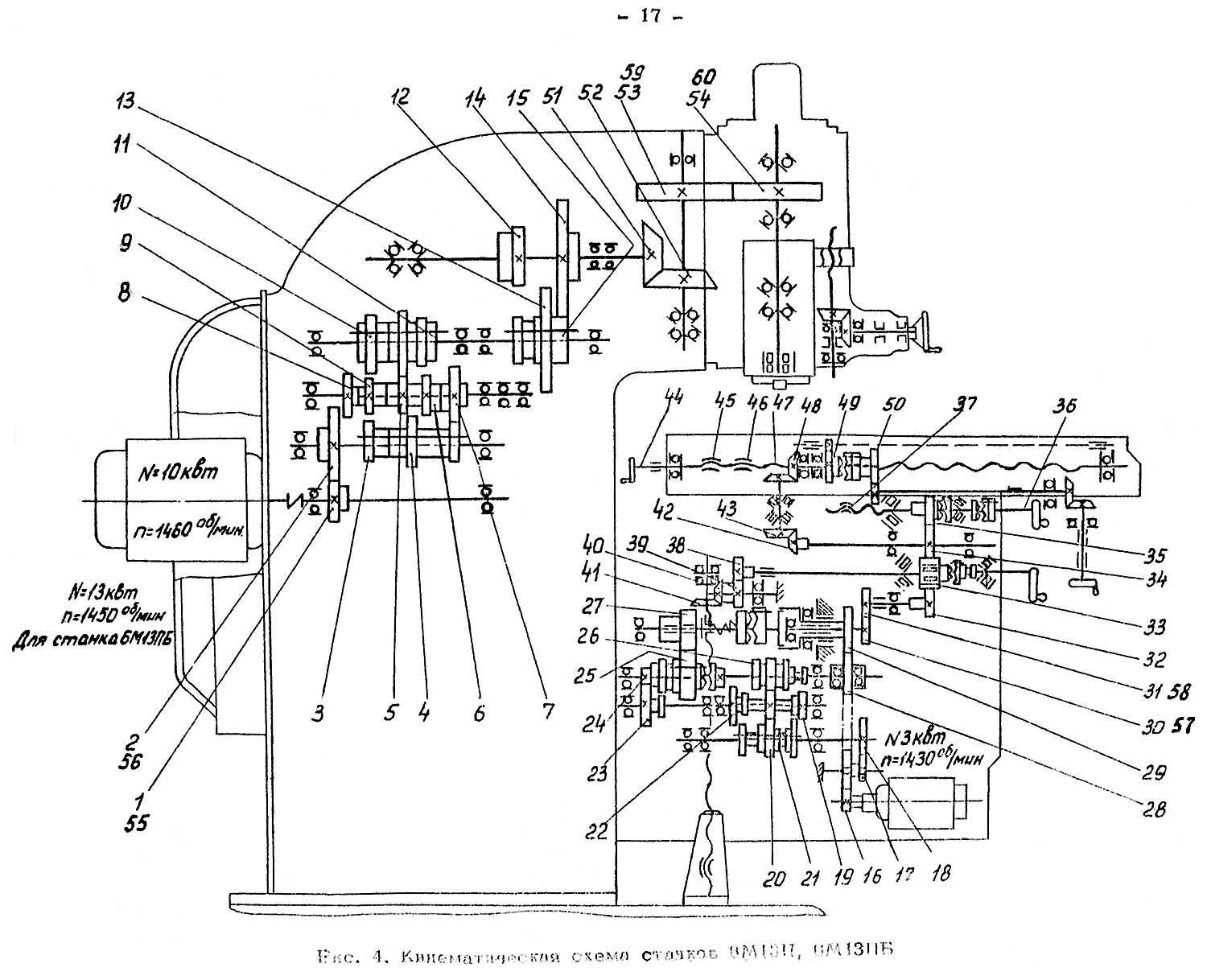
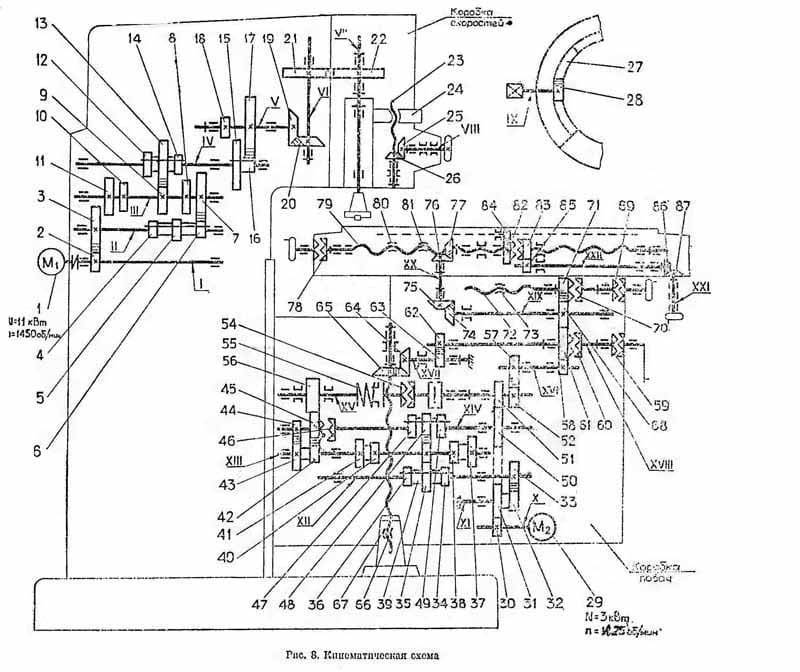
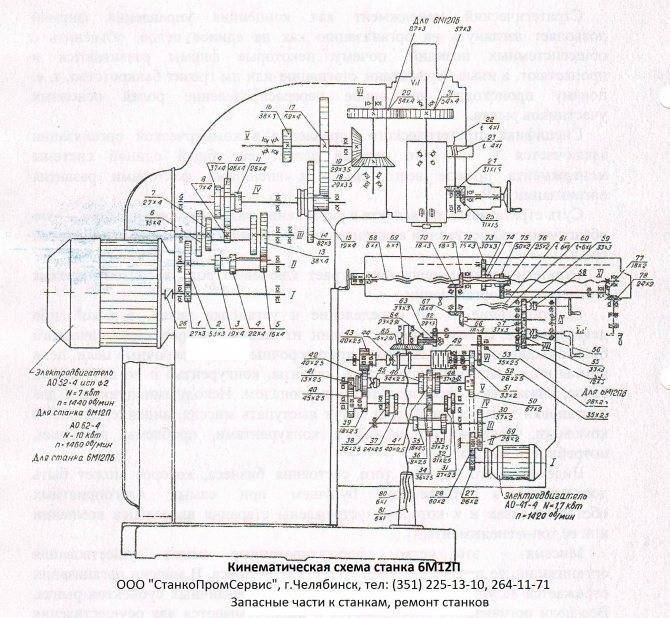
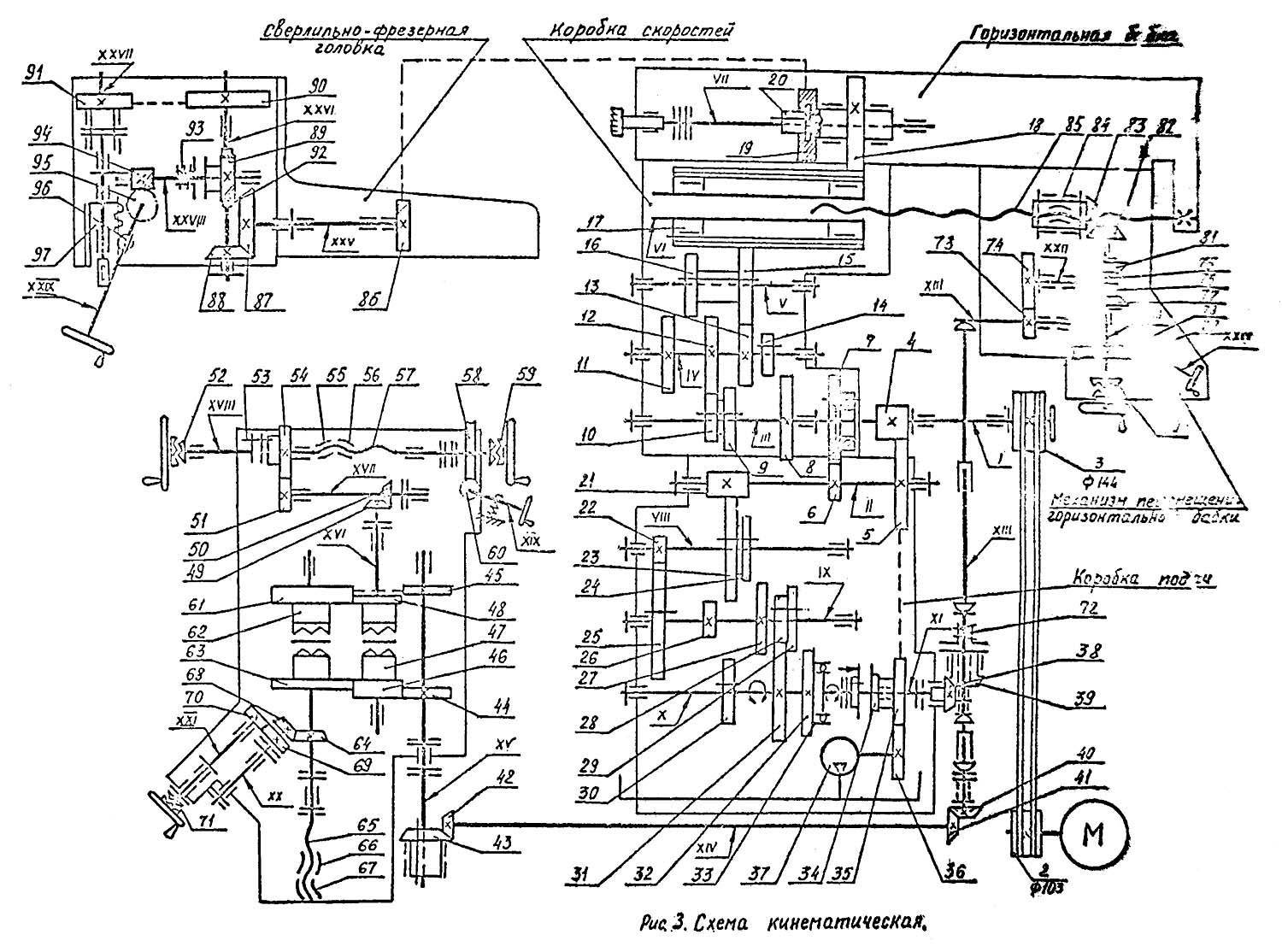
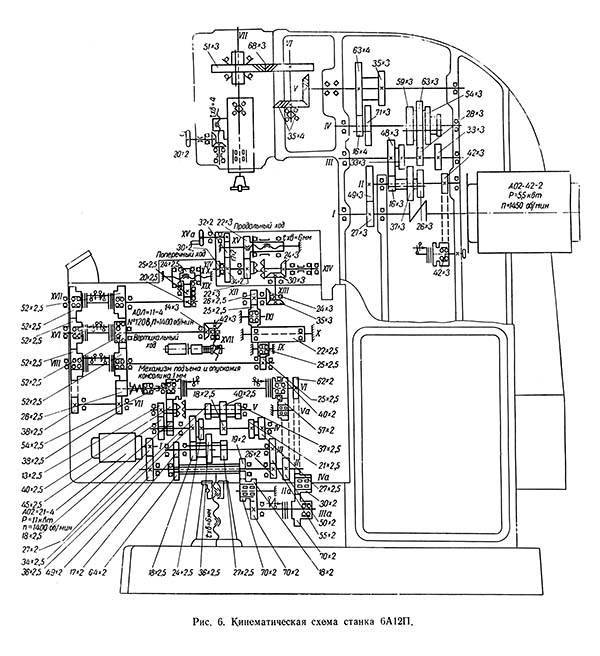
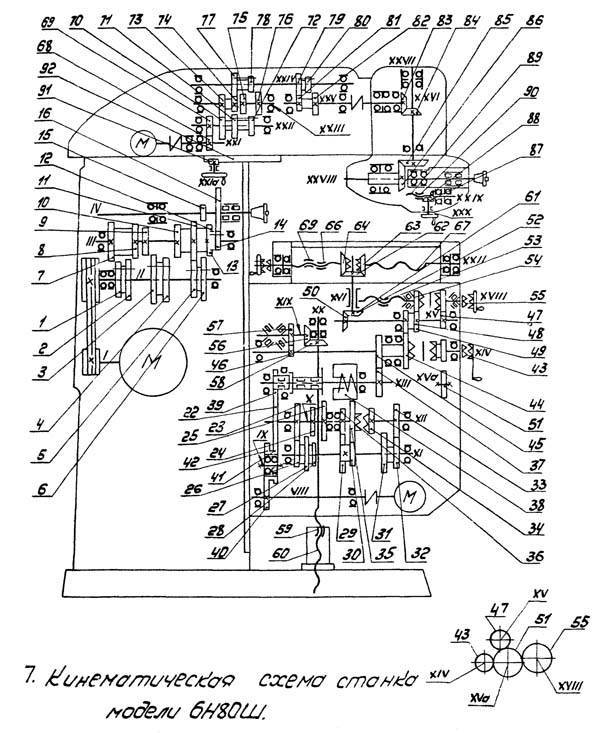
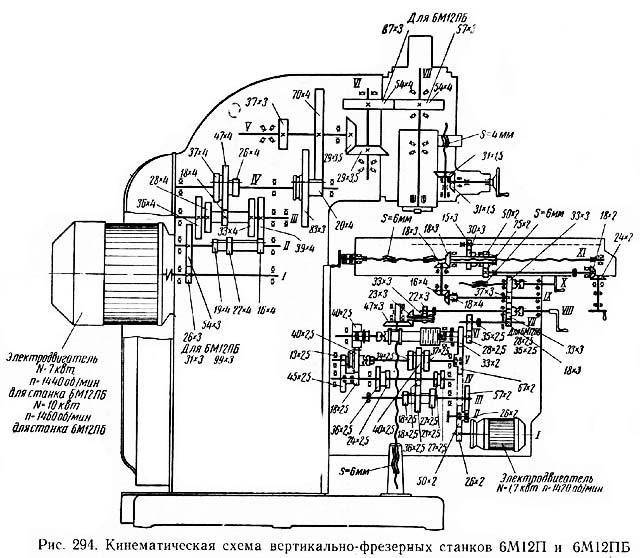
3 Кинематика и электрическое оборудование консольно-фрезерного агрегата
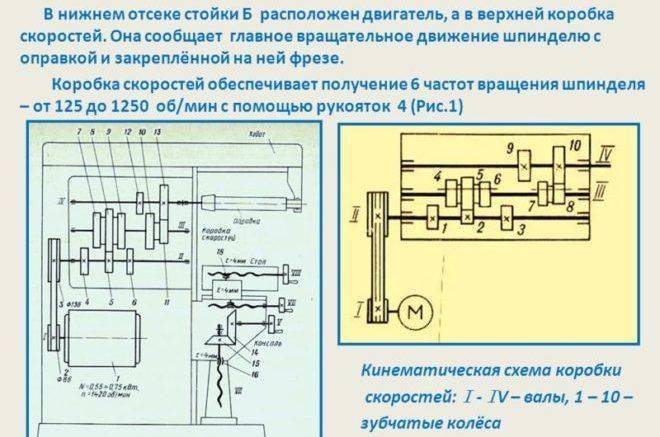
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.
Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения. Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.
Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.
Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
- 24-вольтное локальное освещение;
- 63-амперный ток (номинальное значение) автоматического выключателя и предохранителей, выполняющих защитную функцию;
- 20-амперный суммарный ток, работающих одновременно электрических двигателей, коих на станке установлено три;
- 65-вольтное напряжение постоянного и 110-вольтное переменного тока в цепях управления.
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Принципиальные изменения произошедшие с конструкцией станка ВМ127М в 2012г.
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки.
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа “ласточкин хвост”, увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.
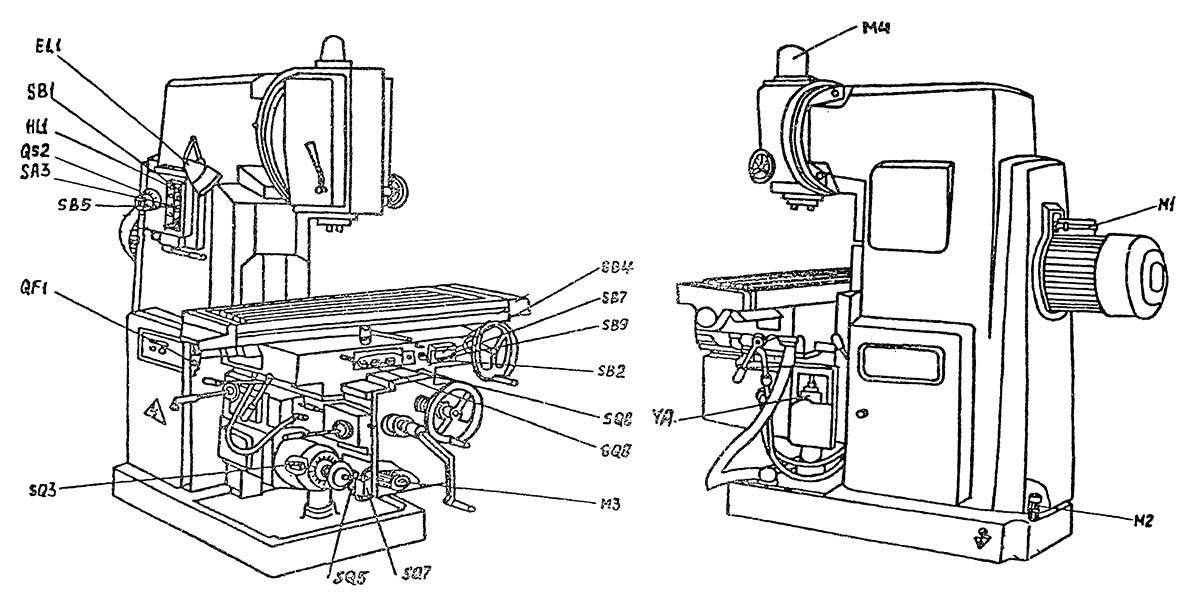
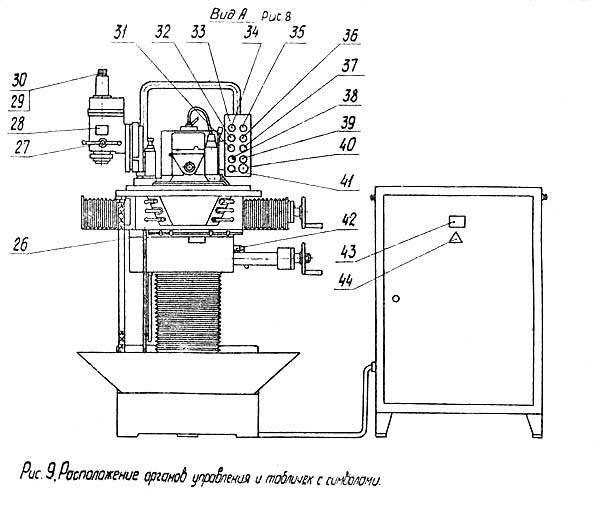
Пульты управления фрезерным станком 6Т12-1
Пульты управления фрезерным станком 6Т12-1: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12-1
- Указатель скоростей шпинделя
- Кнопка “Перемещение стола назад, вперед, вниз”
- Переключатель выбора направления перемещения стола
- Переключатель “Зажим-Отжим инструмента”
- Кнопка “Перемещение стола вперед, влево, вверх”
- Кнопка “Толчок шпинделя” (дублирующая)
- Кнопка “Стоп перемещения стола”
- Кнопка “Пуск шпинделя”
- Кнопка “Стоп шпинделя” (дублирующая)
- Кнопка “Стоп” аварийная
- Кнопка “Быстрое перемещение стола” (дублирующая)
- Рукоятка переключения скоростей шпинделя
- –
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша “Перемещение стола влево”
- Клавиша “Перемещение стола вправо”
- Клавиша “Стоп продольного перемещения стола”
- Кнопка “Стоп шпинделя”
- Кнопка “Пуск шпинделя”
- Зажимы стола
- Переключатель включения режима работы стола “Ручной – Механический”
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка “Стоп” аварийная
- Переключатель выбора режима работы станка
- Переключатель “Замедленная подача”
- Кнопка “Быстрое перемещение стола и пуск цикла”
- Клавиша “Стоп вертикального перемещения стола”
- Клавиша “Перемещение стола вниз”
- Зажимы салазок
- Клавиша “Перемещение стола вверх”
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша “Стоп поперечного перемещения стола”
- Клавиша “Перемещение стола вперед”
- Клавиша “Перемещение стола назад”
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя “Влево – Вправо”
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Связанные ссылки. Дополнительная информация
Фрезерные станки: общие сведения, классификация, обозначение
Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Технология ремонта фрезерных станков
Регулировка фрезерных станков
Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
Автоматические циклы фрезерных станков (6Р12)
Испытания и проверка металлорежущих станков на точность
Справочник универсальных фрезерных станков
Заводы производители металлорежущих станков в России
Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Технические характеристики и применение
При выборе модели уделяется внимание основным техническим характеристикам. В комплект поставки включается паспорт. Скачать паспорт (инструкцию по эксплуатации) фрезерного станка ВМ127
Скачать паспорт (инструкцию по эксплуатации) фрезерного станка ВМ127
Основными параметрами можно назвать нижеприведенные моменты:
- Размер рабочей поверхности фрезерного станка определяет то, какие заготовки могут обрабатываться. В рассматриваемом случае размер 1600 на 40 мм.
- Максимальная нагрузка на стол составляет 800 килограмм.
- На фрезерном станке устанавливается несколько электрических моторов. Основной имеет мощность 11 кВт, также есть дополнительные с мощностью 2,1 кВт и 0,12 кВт. Они предназначены для управления столом и перекачивания охлаждающей жидкости в зону резания.
- Класс точности оборудования составляет Н. Стоит учитывать этот показатель при производстве самых различных изделий.
- Масса фрезерного станка составляет 4200 килограмм. Этот момент определяет то, что оборудование должно устанавливаться на специальном основании.
- Технология обработки предусматривает установку наиболее подходящей скорости вращения инструмента. Оператор может указать одну из 18 скоростей вращения шпинделя.
- Стол может передвигаться в нескольких направлениях с различной скоростью.
Фрезерование станком фрезерный ВМ127 позволяет получать изделия с высокой точностью. Модель устанавливается в случае наладки мелкосерийного или штучного производства, за счет установки современной фрезы есть возможность увеличить показатель производительности. Характеристики оборудования определили его широкое распространение в машиностроительной промышленности.

При соответствующем оборудовании домашней мастерской можно провести установку рассматриваемого фрезерного станка. Стоит учитывать, что высокий показатель электропотребления предъявляет высокие требования к электрической сети. Кроме этого, в качестве основания должна применяться массивная плита.
голоса
Рейтинг статьи
Указания по обслуживанию электрооборудования
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц
При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
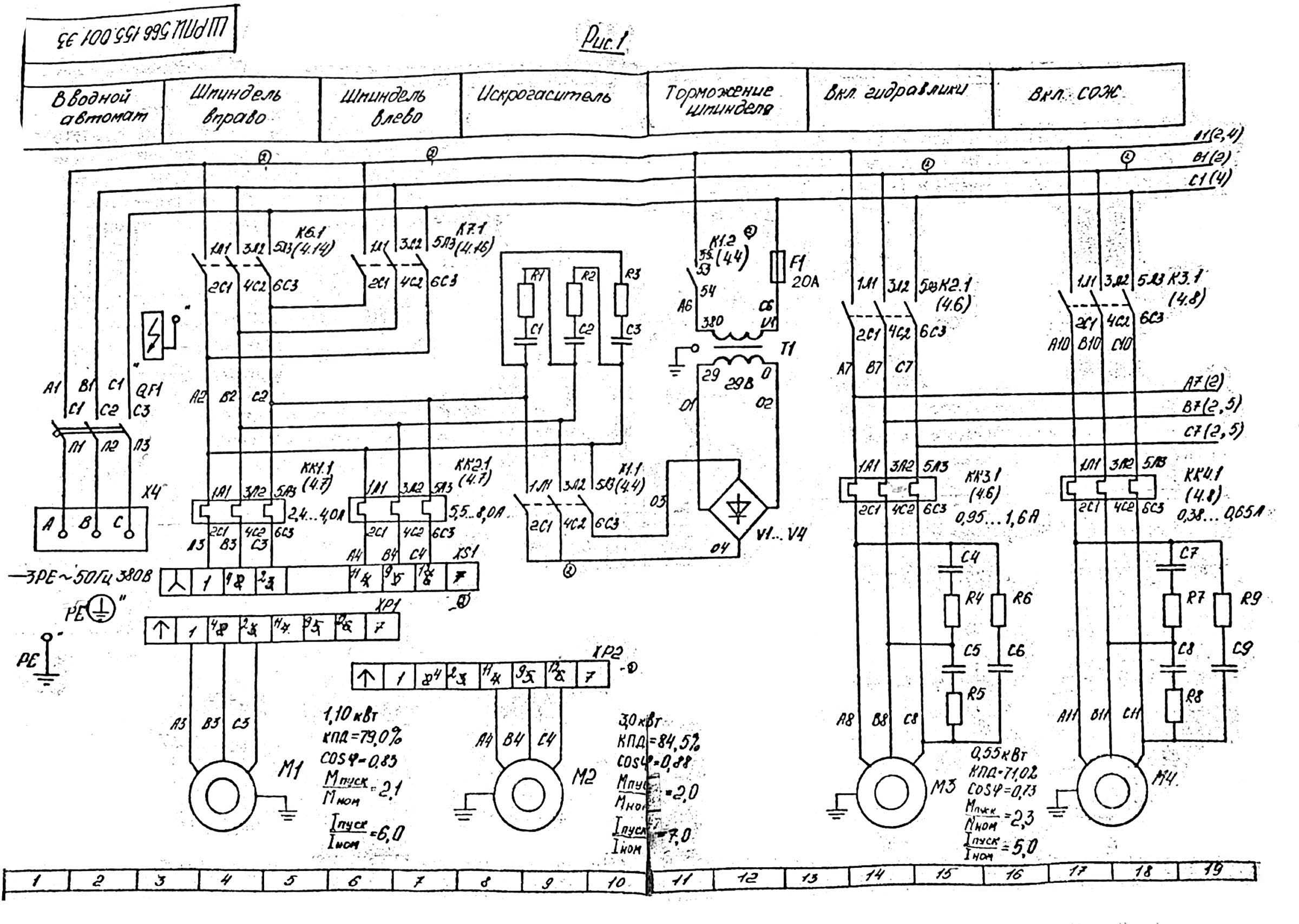
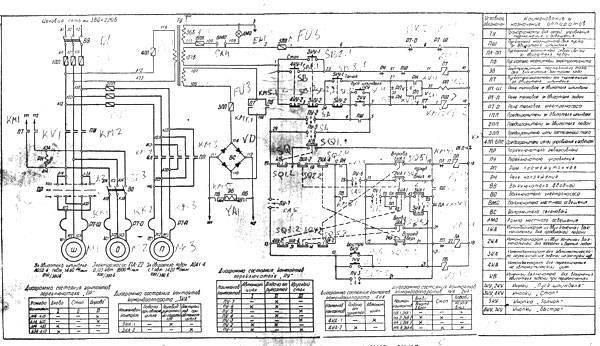
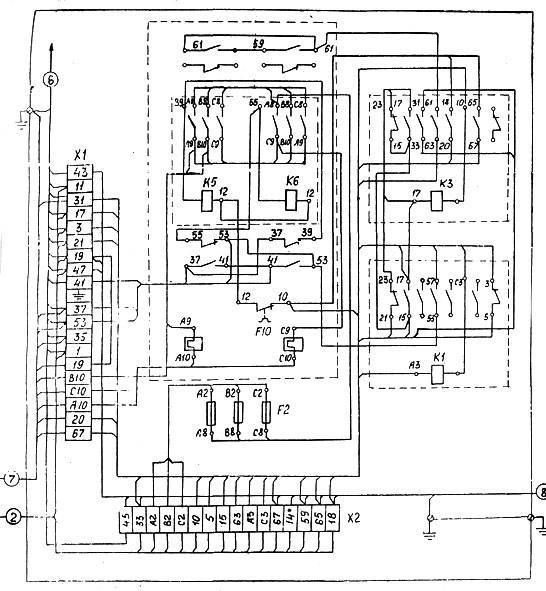
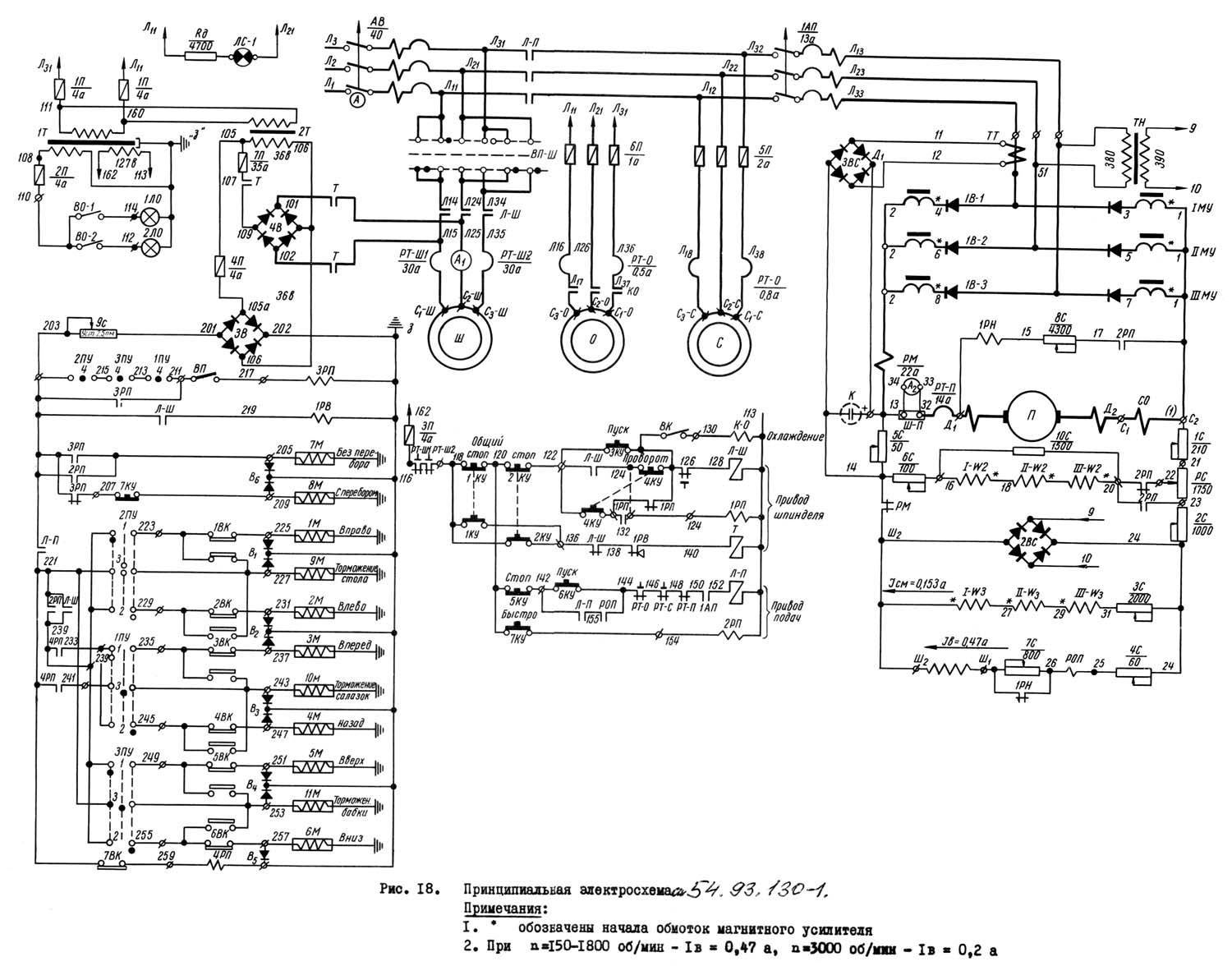
Схемы электрические принципиальные станка показаны на рис.2, 3.
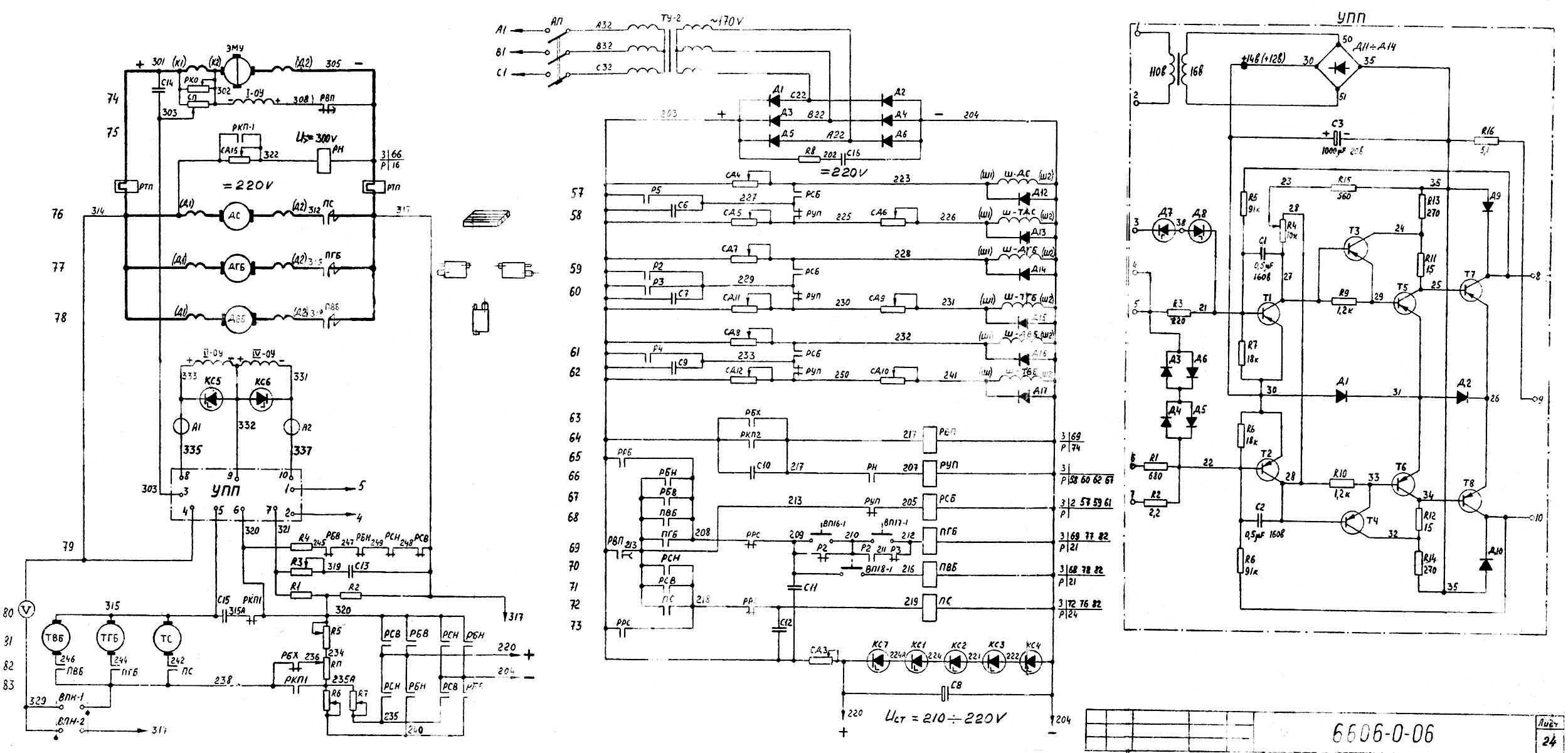
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4…7.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш Электрооборудование фрезерных станков 6Т82Г-29, 6T82-29, 6T12-29, 6Т82Ш-29, 6Т83Г-29, 6T83-29, 6T13-29, 6Т83Ш-29
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
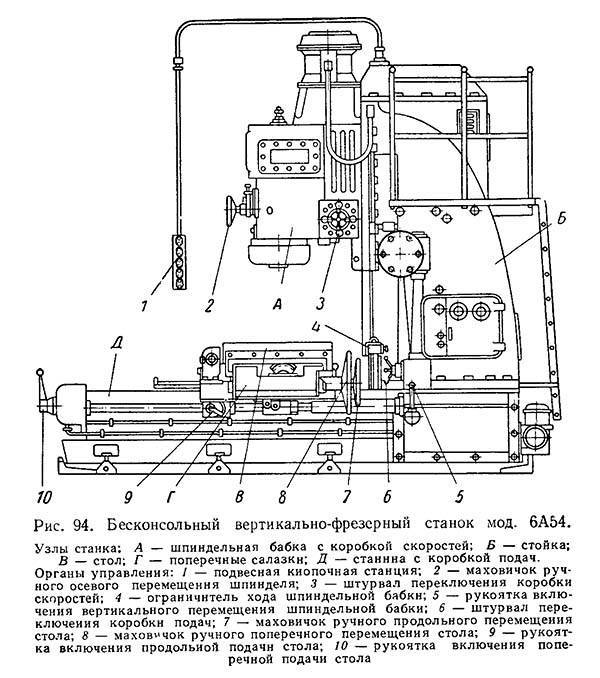
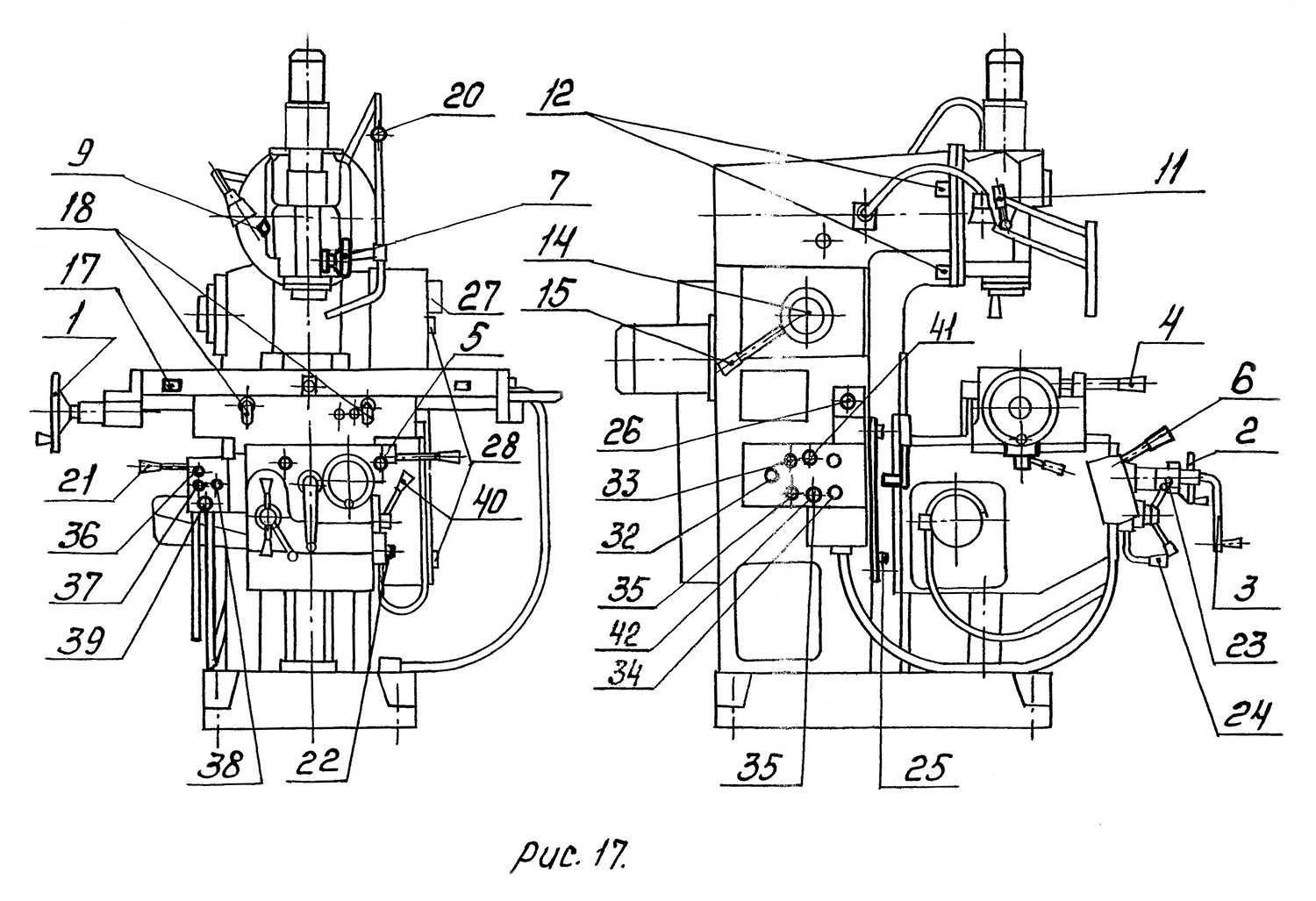
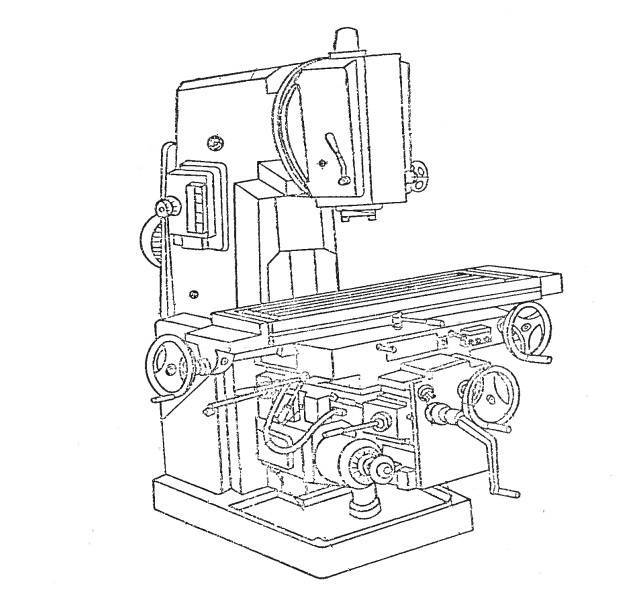
Базовые механизмы станка
В состав вертикально-фрезерного агрегата входят элементы:
- станина;
- консоль;
- коробка скоростей;
- коробка подач;
- коробка, переключающая скорости шпинделя;
- стол-салазки;
- зажимной механизм для фрезы;
- поворотная головка;
- электрооборудование.
Станина выполняет функцию опоры станка. На ней монтируются все основные устройства агрегата. Станина крепится на надежном основании за счет штифтов.
В состав консоли входят многочисленные валы и шестерни. За их счет вращение передается от коробки подач к винтам поперечной и вертикальной подач.
Коробка скоростей находится внутри аппарата. Данный механизм подлежит обязательной смазке для нормального функционирования. Смазывание происходит путем разбрызгивания специальной жидкости при помощи плунжерного насоса. Процесс происходит в автоматическом режиме.
Коробка подач находится в левой части консоли и смазывается собственной системой.
Механизм переключений скоростей шпинделя располагается в левой части агрегата. Устройство коробки позволяет осуществлять переключение скоростей в любом выбранном порядке.
Салазки выполняют функцию передвижения изделий, которые обрабатывает станок.
Зажимной механизм для фрезы работает по электромеханической схеме.
Установка поворотной головки происходит в верхней части станины. Установочным материалом при этом выступают болты. Центрирование головки происходит в круговой проточке станины.


Электрооборудование консольно-фрезерных станков 6Т82Г, 6T82, 6T12, 6Т82Ш, 6Т83Г, 6T83, 6T13, 6Т83Ш
Электрооборудование консольно-фрезерных станков выполнено для питания от трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
Исполнения электрооборудования станков всех моделей по параметрам электрических цепей и условиям эксплуатации приведены в табл.1.
Станки с исполнениями электрооборудования — 00…09 комплектуются аппаратурой климатического исполнения «У», «XЛ» и 0 категории размещения 2…4, по ГОСТ 15150-69.
Станки с исполнениями электрооборудования — 10…17 комплектуются аппаратурой климатического исполнения «Т», «ТВ» категории размещения 2…4 по ГОСТ 15150-69.
Для станков всех указанных моделей выполнены единые электрические схемы и перечень элементов.
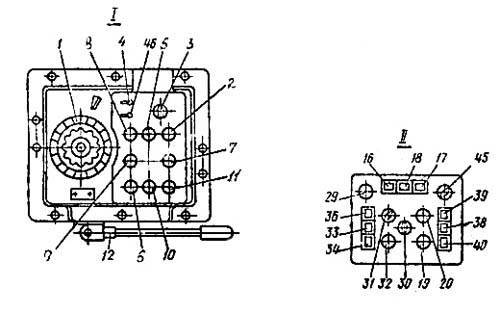
Техническая характеристика электрооборудования для каждого конкретного станка 6Т82Г, 6T82, 6T12, 6Т82Ш, 6Т83Г, 6T83, 6T13, 6Т83Ш приведена на табличке I (рис.1).
Аппаратура защиты и управления приводами станка установлена в шкафу управления 2.
В качестве вводного выключателя применен автоматический выключатель с независимым расцепителем, обозначенный по схеме QF1. Технические данные вводного выключателя приведены в табл.4.
Электрической схемой станков предусмотрены пониженные напряжения: 110(220) В переменного тока для цепей управления, 24 В переменного тока для цепи освещения и 24 В постоянного тока цепи питания электромагнитных муфт. Технические данные понижающих трансформаторов приведены в табл.6.
Освещение рабочего места производится двумя светильниками местного освещения с лампами по 40 Вт на напряжение 24 В. Светильники смонтированы на левой и правой сторонах станины.
Завод-изготовитель оставляет за собой право вносить изменения в электрооборудование станков для их совершенствования.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году наГорьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера). В 1951
году запущена в производство серия6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году. В 1960
году запущена в производство серия6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш. В 1972
году запущена в производство серия6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш. В 1975
году запущены в производство копировальные консольно-фрезерные станки:6Р13К. В 1978
году запущены в производство копировальные консольно-фрезерные станки6Р12К-1, 6Р82К-1. В 1985
году запущена в производство серия6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171. В 1991
году запущена в производство серия6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.





