

Какой сварочный полуавтомат выбрать?
Это зависит только от того, что предпочитает мастер. Кому-то удобнее дешевые и простые горелки, кому-то нужны полнооперационные, подходящие для всего спектра работ.
Часто дорогие полуавтоматы требуются, если сварщик работает с алюминием и другими цветными металлами, сварку которых без защитного газа невозможно сделать качественно.

При работе с полуавтоматом нужно очищать сопло горелки после каждой сварки, так как на нем остаются капли расплавленного металла.

Кроме того, нужно иметь большой запас наконечников – они выгорают уже через несколько часов работы. Даже сама горелка для полуавтомата сварочного – расходная деталь. В среднем она изнашивается через полгода, и ее необходимо заменять. Периодичность замены деталей, как правило, указывают в паспорте прибора.

Сварочный полуавтомат какой фирмы лучше выбрать
Из-за большого разнообразия марок такого сложного технического оборудования выбор покупателя может быть трудным. Эксперты рекомендуют учитывать репутацию, опыт производителей, какими преимуществами они выделяются от конкурентов. На отечественном рынке наибольший спрос наблюдается у следующих компаний:
- Wester – торговая марка, которая принадлежит группе компаний «Импульс». Основное производство находится в Китае. Под таким именем на российском рынке представлены автоинструменты, сварочные аппараты, пневматика, бытовое и полупрофессиональное оборудование для строительства, ремонтных работ. Спрос наблюдается не только в России, но и многих странах Европы.
- Aurora – российская компания, представляющая технику высокого качества с минимальным гарантийным сроком от 2 лет и выше. Сборка сварочного оборудования происходит в Китае. Помимо этого ассортимент постоянно пополняется новыми моделями компрессоров, генераторов, минимоек, насосов.
- Ресанта – молодая латвийская компания, выпускающая электрооборудование достойного уровня по низким ценам. На российском рынке можно увидеть широкий ассортимент, среди которого будут представлены сварочные полуавтоматы MAG/ MIG в десятках разновидностей по мощностям и другим параметрам.
- Elitech – российская компания, которая вышла на рынок в 2008 году. Несмотря на недолгий срок производства, она уже освоила выпуск широкого спектра качественной техники с демократичными ценниками. Основные заводы находятся в Китае, где продукция также востребована.
- Fubag – немецкая компания, действующая с 2007 года. Большая часть продукции – это сварочное оборудование и сопутствующие товары с хорошими техническими характеристиками и средними расценками. Сегодня Fubag стали партнером для большинства профессионалов.
- FoxWeld – масштабная производственно-торговая компания, которая реализует электро- и газосварочное оборудование, собранное из расходных материалов азиатского и европейского происхождения. Являясь российской фирмой, сотрудничество ведется только с брендовыми поставщиками деталей, комплектующих, сырья.
- BlueWeld – итальянский производитель, предлагающий разные сварочные аппараты, комплектующие, аксессуары, фирменные принадлежности к ним. Деятельность ведется с 1963 года, с тех пор фирма достигла большого темпа роста продаж на российском рынке, а повысить качество и характеристики товаров удалось благодаря собственной научной лаборатории.
- Сварог – российский производитель, представивший на рынке оборудование для ремонта, строительных работ. Вся продукция была выпущена впоследствии сотрудничества с китайской компанией Shenzhen Jasic Technology.
- Brima – одна из старейших немецких компаний, представляющих на российском рынке сварочное оборудование. Опыт работы перевалил за отметку в 50 лет. Работать с такими приборами можно даже при отсутствии опыта, так как каждая единица надежная и многофункциональная.
- Форсаж – торговая марка, принадлежащая российскому производителю АО «ГРПЗ». За 20 лет плодотворной работы компания наладила сервисное обслуживание, внедрила передовые функции, что позволило создавать инструменты профессионального уровня. Наибольший спрос демонстрируют инверторные сварочные аппараты.
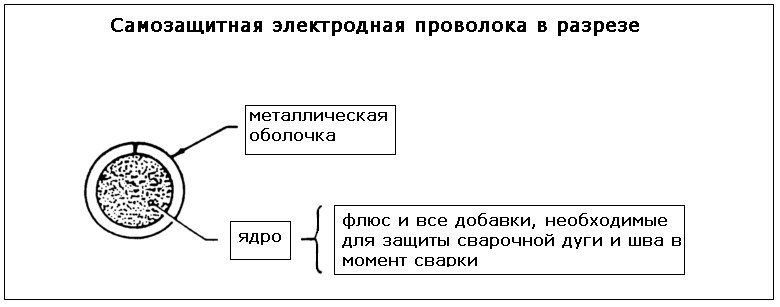
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
Выбор начинается с выяснения задач, для которых приобретается аппарат
При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.
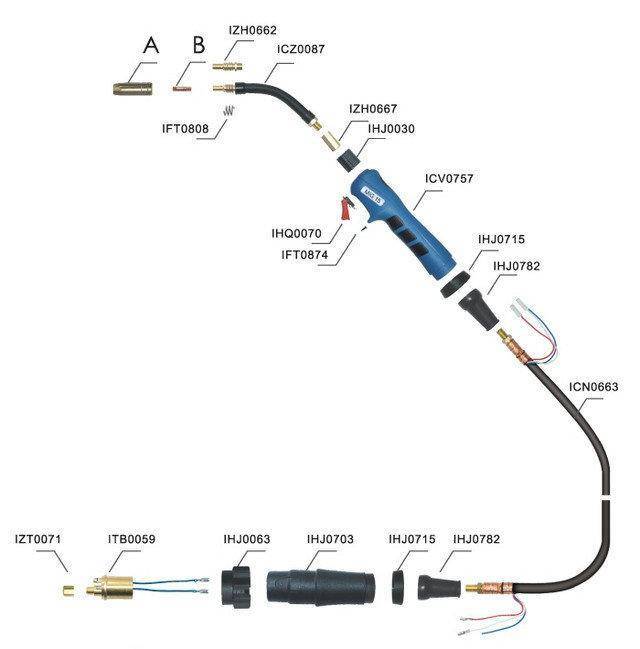
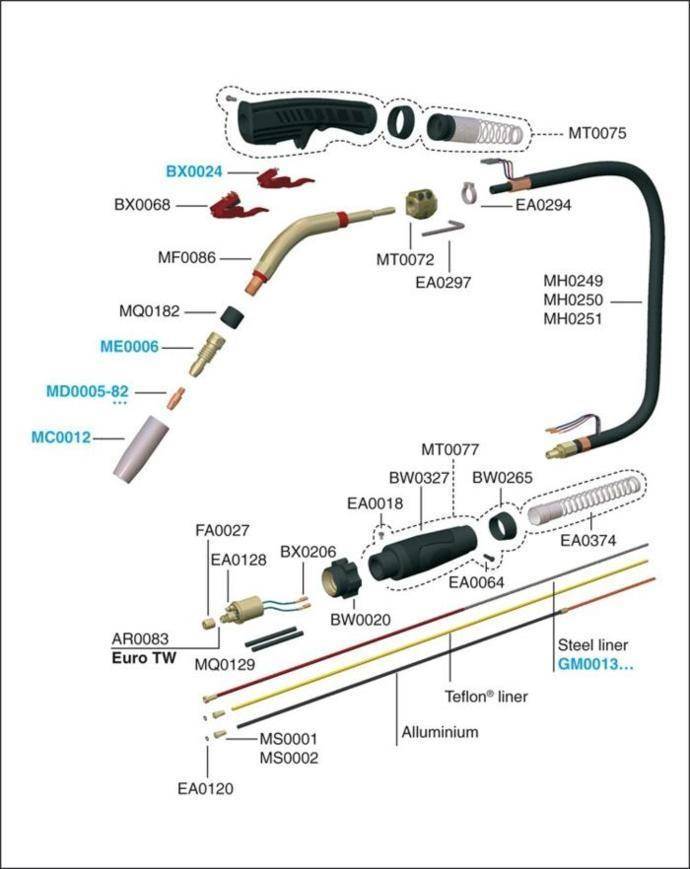
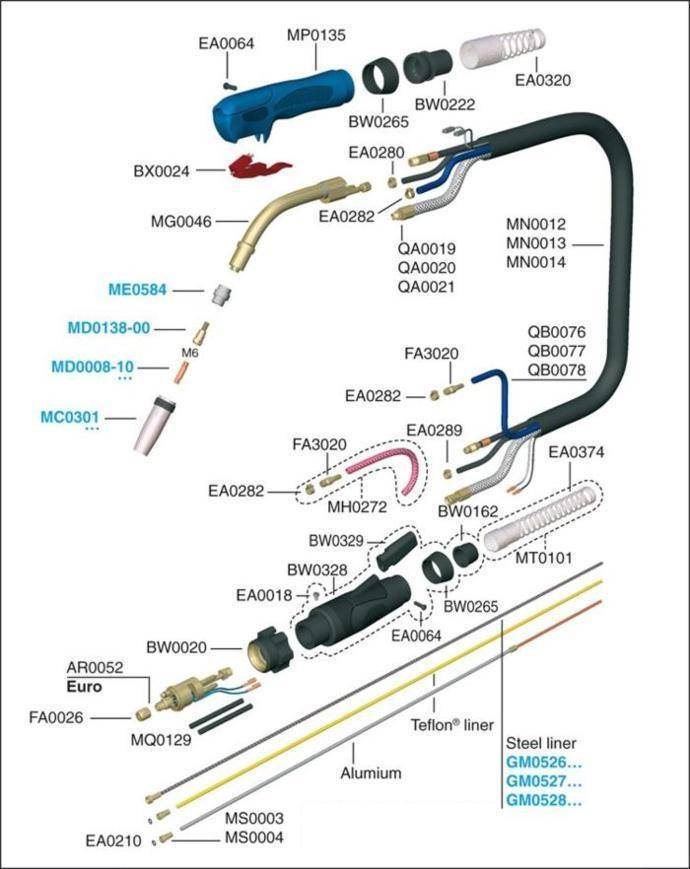
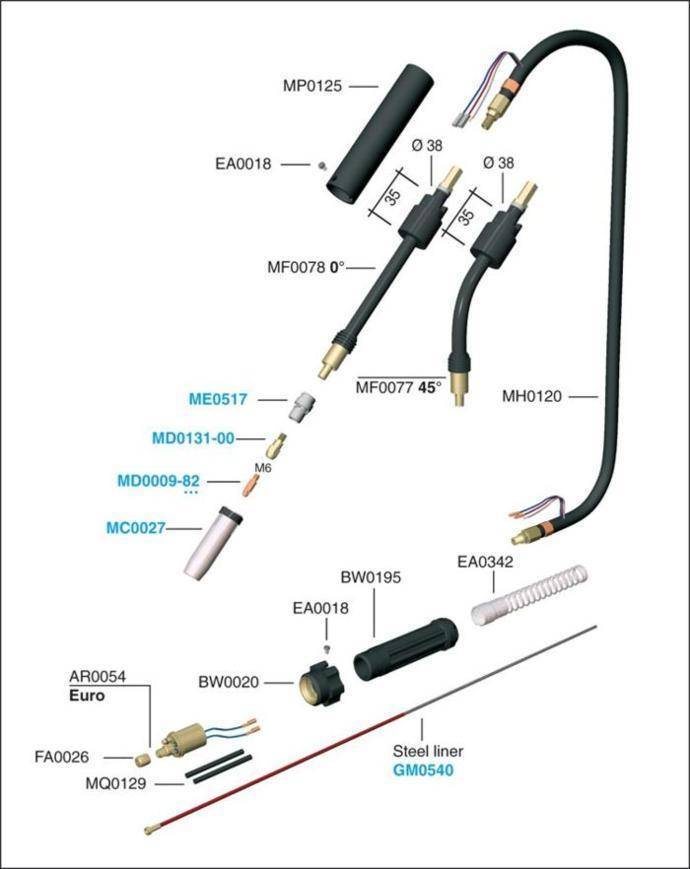
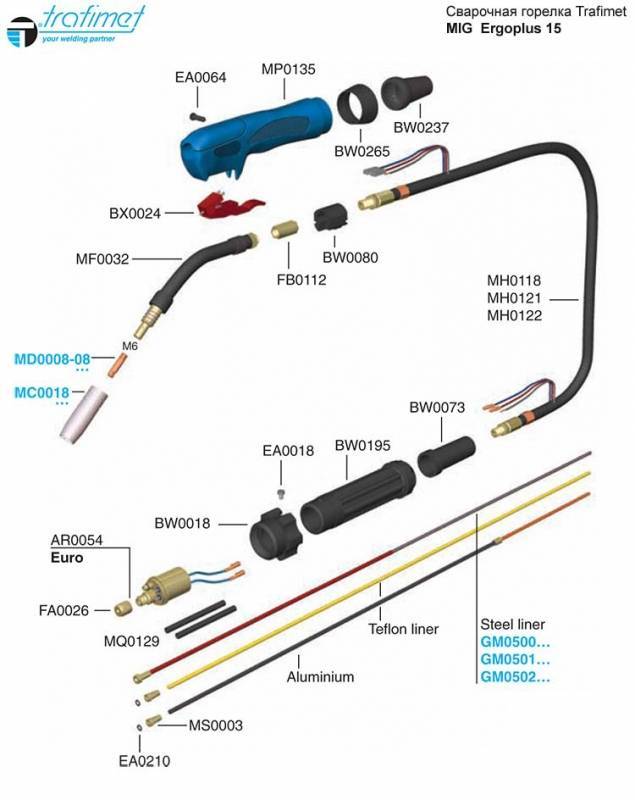
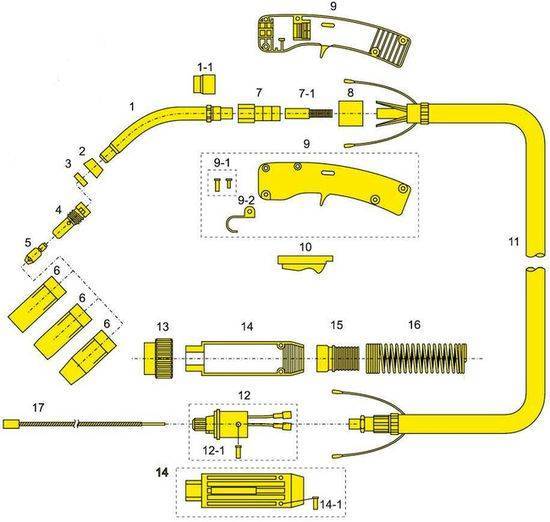
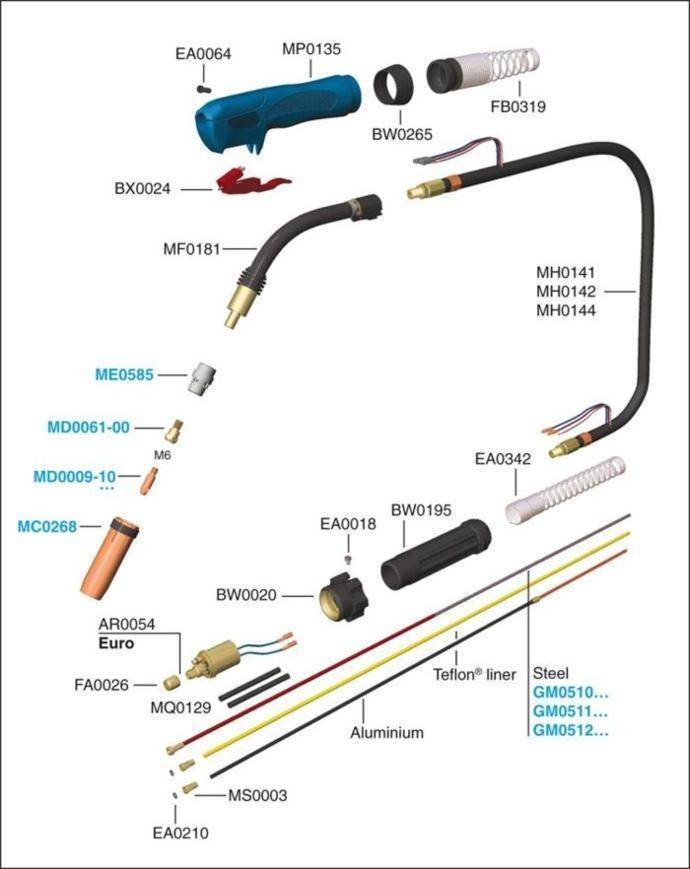
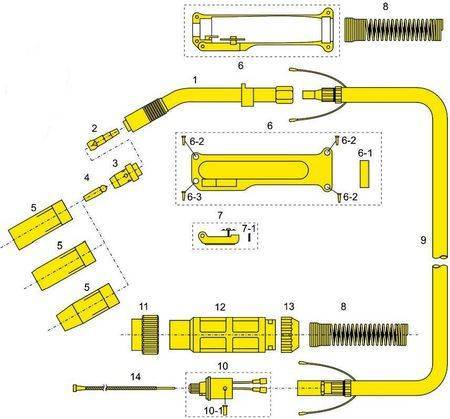
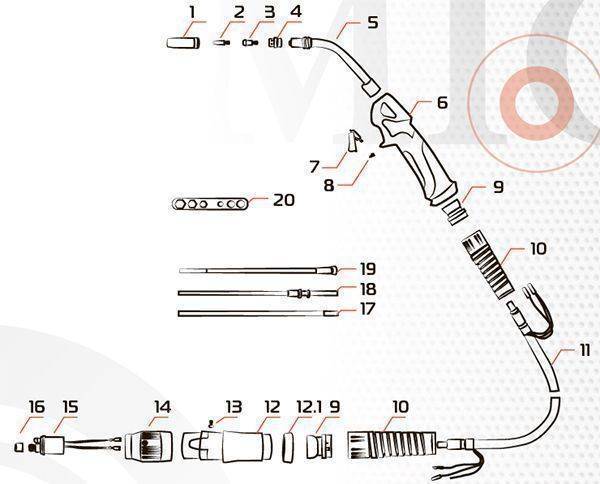
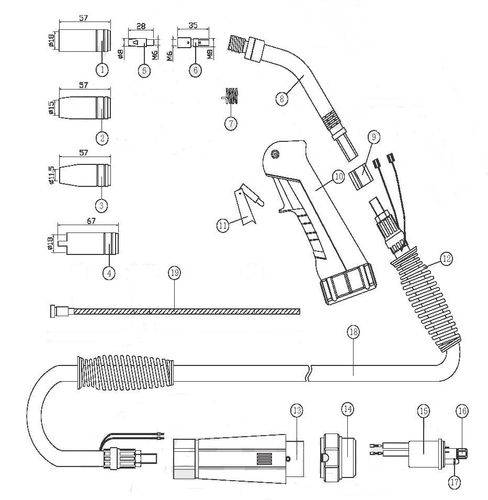
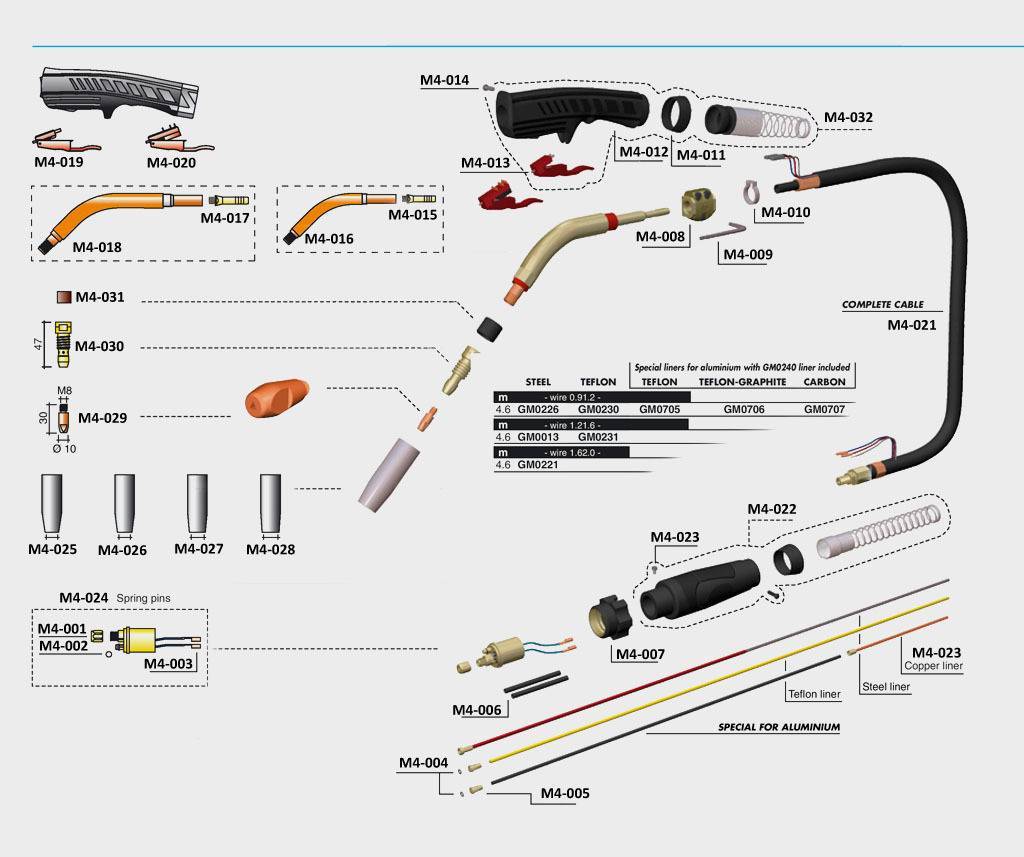
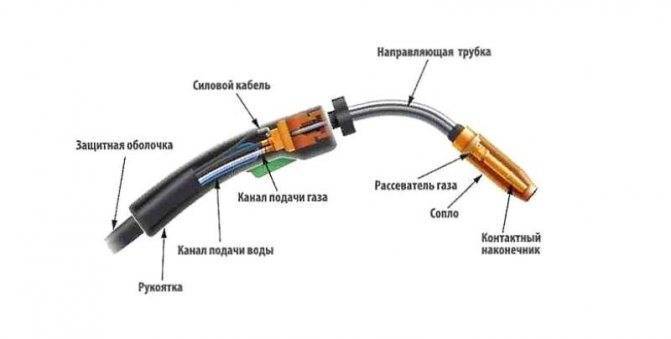
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Конструкция горелки
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
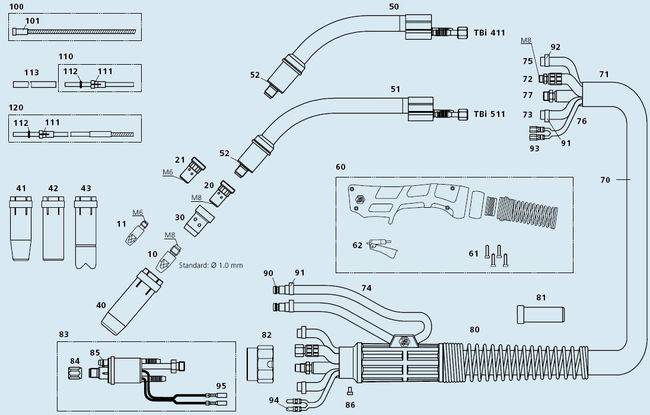
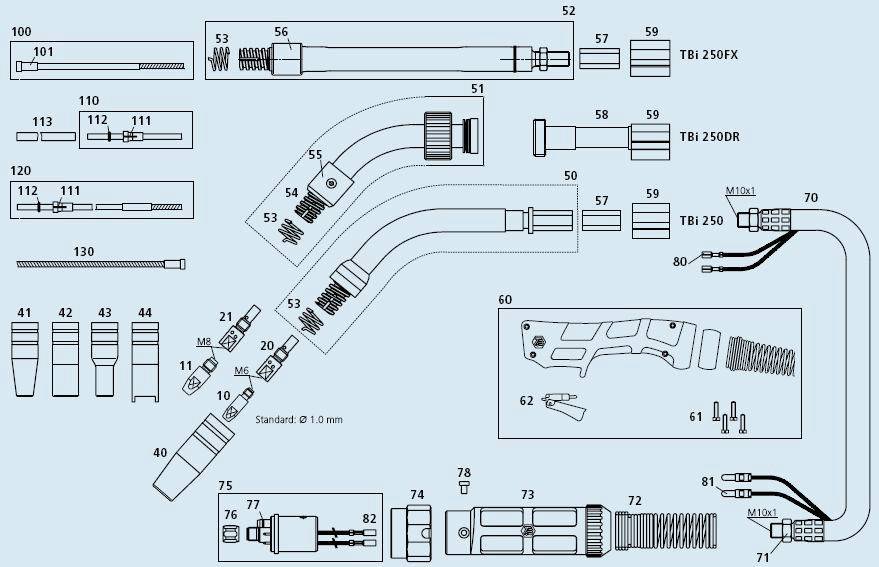
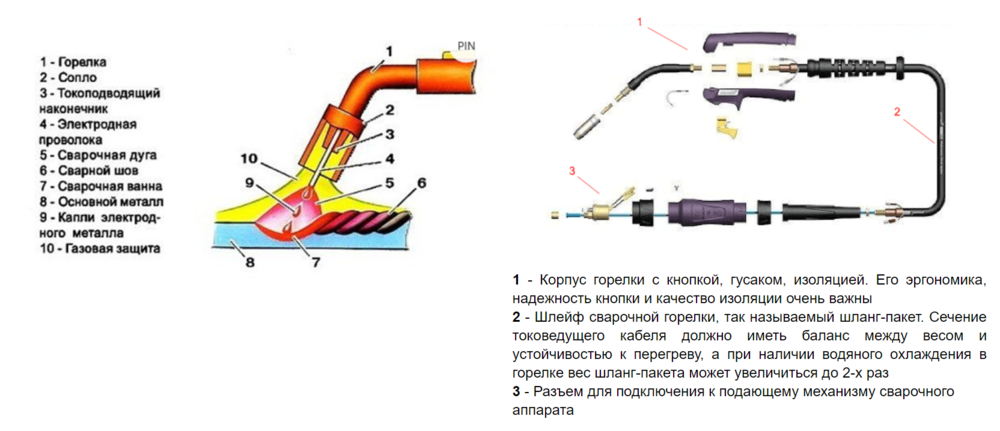
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.



Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
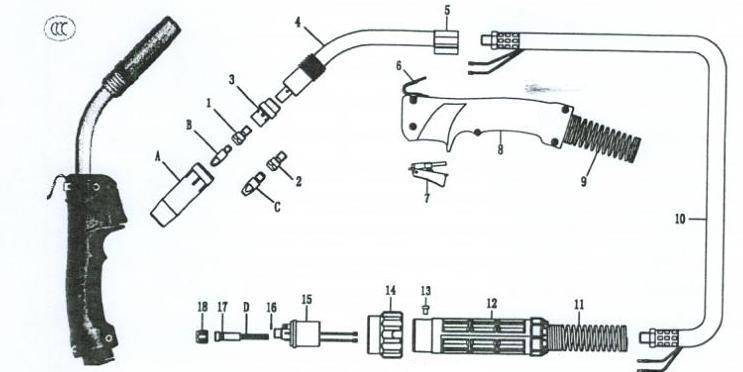
Принцип работы полуавтомата
Электродуговая сварка металлов ведется с проволокой, играющей роль плавкого электрода. Она постоянно подается в обрабатываемую область. Удерживают длину дуги и ведут горелку вдоль соединения вручную. При работе в защитном облаке на соответствующей аппаратуре настраивают расход газа. Клапан сварочного агрегата открывается автоматически.
Электродуговая сварка ведется с проволокой.
Перед попаданием в сварочную ванну проволока выводится через отверстие в насадке, находящейся под напряжением. Между рабочей частью горелки и деталью появляется дуга. Материал расплавляется и образует шов. Благодаря соплу формируется защитное газовое облако нужной плотности и формы. Газ выводится через рассеиватель, установленный в месте фиксации наконечника. Такой принцип работы сварочного полуавтомата помогает получать равномерное, прочное сварное соединение.
Техника сварки
Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги;
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом;
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.
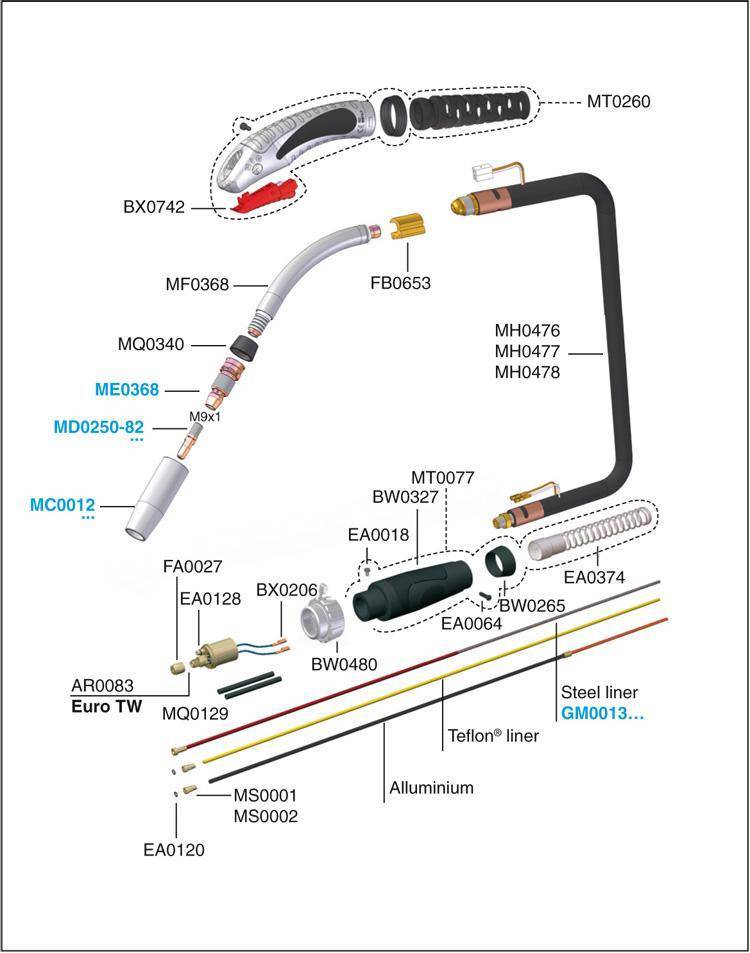
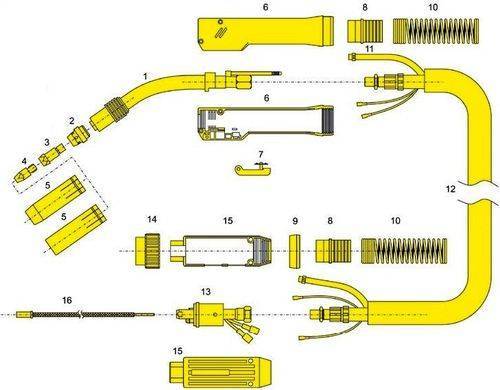
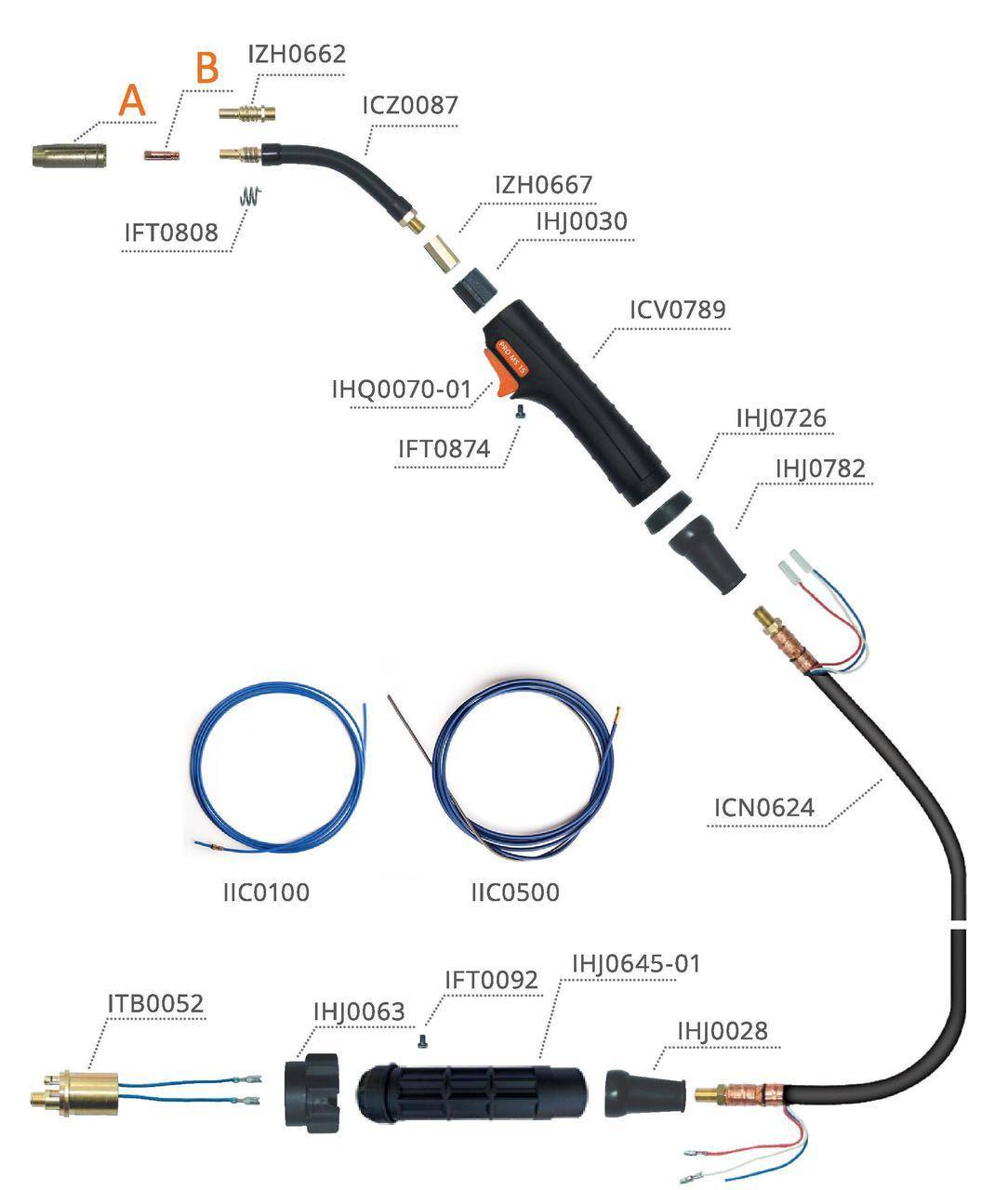
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.
Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выбор в зависимости от предполагаемых задач
На СТО использую для ремонта кузовов аппараты импульсные для тонколистового металла и с функцией пайки мощностью до 200А, работающие с проволокой 0,8 мм. Подваривать детали заднего моста, кардан, пороги и другие, с толщиной стенки больше 2 мм, используют более мощный универсальный инверторный до 300А с режимами работы MAG/MIG.
Шов не всегда получается красивый, зато прочный. Его можно зачистить, придав ему красивый вид. Можно привести пример наиболее подходящего оборудования, это Lorch S, работающий по технологии Micor. Благодаря использованию резонанса, получается очень активное плавление проволоки, которая течет струей и заполняет пространство между кромками. В результате получается красивый шов даже у новичка.
Для самостоятельного ремонта автомобиля и дальнейшей работы с металлическими профилями разной толщины, выбирается импульсный полуавтомат с дополнительными режимами сварки MAG/MIG стальной и порошковой проволокой. Защитный газ используется в зависимости от материала.
Для любителей мастерить своими руками, изготавливать рамы дверей, каркасы теплиц, другие конструкции из профиля и труб, необходимо выбрать полуавтомат с мощностью до 300А с инверторным источником тока. Синергетическое управление позволит новичкам работать на оптимальных режимах, продлить срок службы оборудования и обеспечить качество швов. Углекислый газ дешевле аргона и кислорода, при этом хорошо закрывает ванну, не допуская к дуге кислород. Его применение в домашних условиях вполне приемлемо.
Предпринимателям, занимающимся изготовлением емкостей и трубопроводов из алюминия, высоколегированных и нержавеющих сталей, следует брать универсал, в котором сочетается аргоновая сварка и ручная электродами. Для нормального провара корневого шва нержавейка требует ручной сварки электродами с целлюлозным покрытием. Дальше можно перестроиться на проволоку и варить второй и третий ряд.
При строительстве каркасов из двутавра и другого профиля с толщиной стенки до 10 мм, бытовым аппаратом не обойтись. Нужен хороший, мощный, агрегат, способный создавать ток до 300А и работать длительное время. Без профессионального оборудования MAG/MIG не обойтись.
Сварочные полуавтоматы удобные в использовании, не требуют особых навыков. Их все чаще покупают любители для ремонта автомобиля и строительства домашних конструкций. Оборудуют полуавтоматическими аппаратами свои предприятия и владельцы, желающие повысить производительность работы и обойтись без высококвалифицированных мастеров.
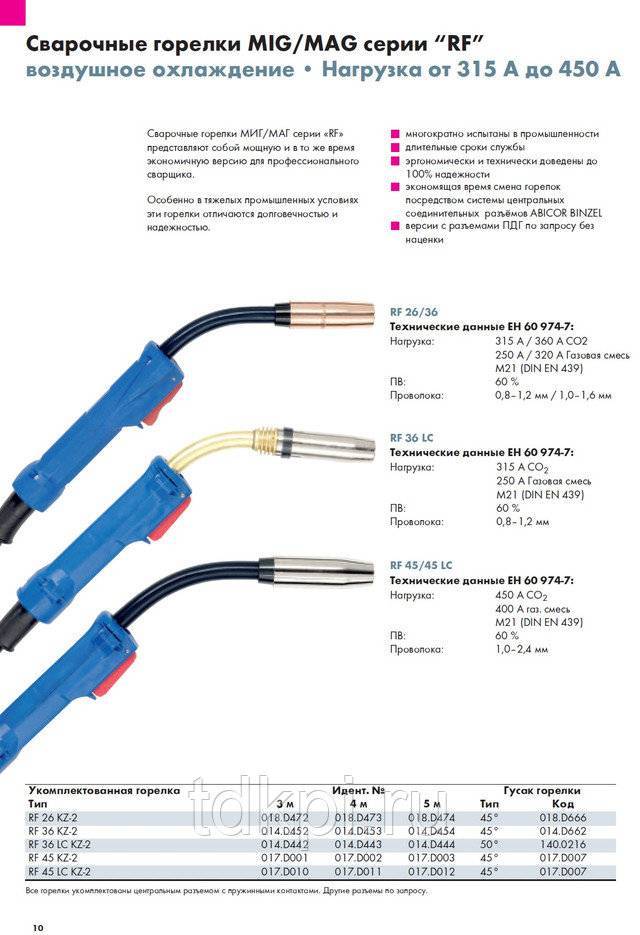
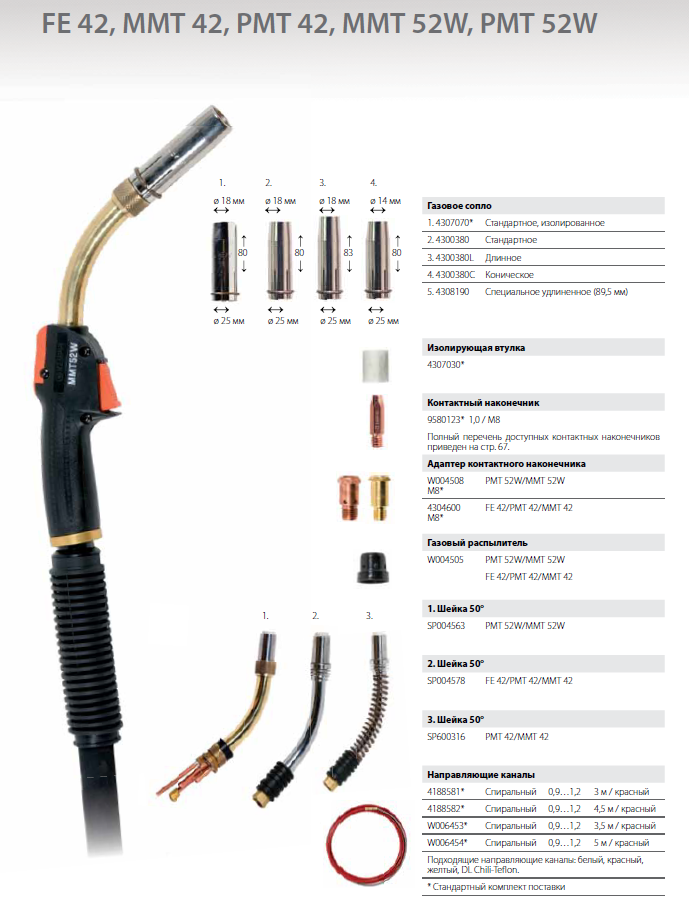
Основные параметры изделия
Сварочная горелка MIG/MAG для полуавтоматического оборудования выпускается разными производителями, но все основные характеристики практически идентичные:
- нагрузка по применяемому току;
- длина шланга;
- вариант охлаждения — при помощи воздуха или воды;
- управление — с помощью кнопок, вентиля или универсальный вариант;
- способ подключения — штекерный или европейского вида.
Применение штекера увеличивает диаметр рукава, потому что подключение каждого источника производится отдельно. Евроразъемы применяются только на дорогом профессиональном оборудовании, когда все каналы объединяются в одном корпусе. Опытные сварщики подбирают горелки по значению тока, т. к. работы выполняются не в постоянном режиме, а с остановками для остывания дорогостоящего оборудования.
Производители при разработке горелок рассчитывают стойкость изделия на основании устойчивой работы в течение 10 минут, но на практике этого не делается. Если на агрегате обозначена максимальная сила тока в 400А, то идеальным вариантом использования будет горелка с номиналом в 300А.
Что делать, если инвертор не включается
В первую очередь нужно проверить, есть ли напряжение в сети, и поступает ли оно по кабелю питания в инвертор
Второе на что следует обратить внимание, так это на целостность предохранителей, которые установлены в самом аппарате. Для этого придётся вскрыть корпус инвертора и мультиметром проверить предохранители

Внимание! Если инвертор все еще находится на гарантии, то разбираться его корпус нельзя. В противном случае вы лишитесь гарантии, и будете осуществлять ремонт сварочного инвертора за собственные деньги
Часто причиной того, что инвертор отказывается включаться, является обрыв токовой обмотки трансформатора. Происходит такое по причине неаккуратного обращения с инвертором. В данном случае ремонт осуществляется путем перемотки обмоток или заменой всего трансформатора.


Нередко причина кроется и в выходе из строя фильтрующего конденсатора. Также часто причиной того, что инвертор не включается, является заниженное напряжение в сети.
Разновидности проволоки и выбор
В связи с распространением сварки полуавтоматом предприятия начали выпускать разные типы расходных материалов для нее. Правильный выбор проволоки повышает скорость и эффективность, обеспечивает безопасность работы. В ГОСТ 2246 прописаны основные требования к составу материала. Среди множества видов проволоки сварщики выбирают только некоторые марки. Остальные считаются узкоспециализированными.
| Марка стали | Тип проволоки |
| конструкционная, углеродистая, низколегированная | СВ-08, СВ-08Г2С, ER-70S-6 |
| 08Х12, 08Х17Т | СВ-12Х13, СВ-10Х17Т, СВ-08Х14ГНТ |
| 03Х18Н11, 08Х19Н10Т, 12Х18Н10Т | СВ-01Х19Н9, СВ-06Х19Н9Т |
Толщина металла и диаметр проволоки
Характеристики расходного материала зависят от габаритов соединяемых деталей. Производители предлагают проволоки диаметрами от 0,3 до 12 мм. Размер выбирают с учетом габаритов заготовок. Например при сваривании деталей толщиной 3-5 мм используют проволоку диаметром до 2 мм. Выбор материала определяется и силой тока. Для снижения стоимости работ в процессе сварки контролируют расход присадки. Он зависит от типа сплава, характеристик присадочного материала.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Функциональные особенности для гаражных работ
Покупая аппарат для сварки в гараже, рекомендуется обращать внимание на оборудование, которое обладает необходимым функционалом для выполнения конкретных задач. В частности, для рассматриваемых условий подойдут модели, позволяющие сваривать металл без газа, и в условиях, когда регулярно меняется входное напряжение
В частности, для рассматриваемых условий подойдут модели, позволяющие сваривать металл без газа, и в условиях, когда регулярно меняется входное напряжение.

Возможность сварки без газа
Некоторые современные полуавтоматы выпускаются с режимом контактной сварки, который позволяет производить работы без подачи газа. Такие модели дополняются специальным клапаном, который препятствует выходу аргона. Оборудование этого типа удобно при проведении работ на высоте, когда возникает потребность в подъеме полуавтомата.
Работа при пониженном входном напряжении
В гаражах нередко в сети происходит резкое падение напряжения. Для таких условий потребуется универсальное сварочное оборудование, которое продолжает работать при снижении этого показателя до 140 Вольт. Подобные модели обеспечивают стабильное горение дуги при падении напряжения, благодаря чему шов в итоге получается качественным.

Охлаждение горелки
Сварочное оборудование обычно выпускается с горелкой, охлаждающейся естественным образом. Но в некоторых моделях предусматривается шланг, в котором, помимо проложенного кабеля, имеется циркулирующий этиловый спирт с дисциплинированной водой. Жидкость отводит часть генерируемого тепла.
Модели с таким охлаждением дополняются насосом для подачи воды и работают дольше, чем другие полуавтоматы.
Возможности импульсной сварки
Полуавтоматы с импульсной сваркой — это наиболее оптимальное решение для людей, которые ранее не работали с подобным оборудованием. Данный тип аппаратов обеспечивает:
- высокую точность отслеживания момента, когда металл начинает плавиться;
- отсутствие короткого замыкания после включения (уменьшается число брызг);
- качественный шов вне зависимости от типа используемых расходных материалов.
Импульсные инверторы подойдут для работы с алюминием, справиться с которым не способны сварочные аппараты других модификаций.

Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка – быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм
Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.






Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности
При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
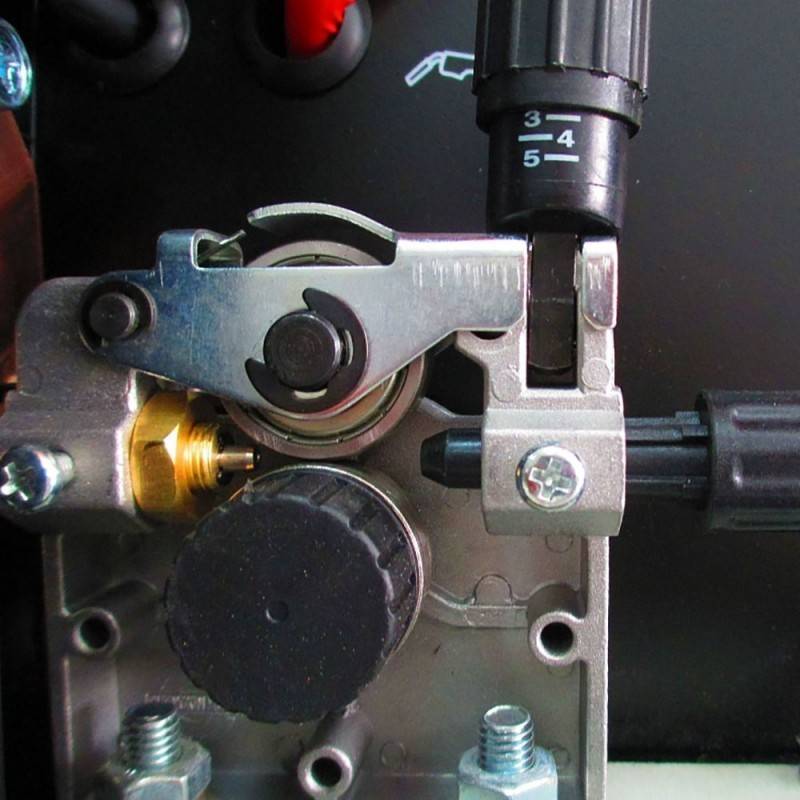
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт. В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства. Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.





